
From the Masthead
As I mentioned in a previous column, an editorial I authored was recently published in a trade publication, on the subject of the need for  apprenticeships and vocational training in the marine industry.
apprenticeships and vocational training in the marine industry.
Coincidentally, President Trump held a meeting with Chancellor Merkel of Germany on this very subject not long ago. I’ve visited a number of German marine manufacturers, including MAN, ZF, and Sheer among others; their technical training and education bars are set very high indeed; we can no doubt learn much from them on this subject.
While it may have occurred, I can’t recall the last time a president said anything remotely like, “College isn’t for everyone…when I went to school, I saw it. I sat next to people that weren’t necessarily good students but they could take an engine apart blindfolded.” But that’s exactly what President Trump said. In fact it’s been quite the opposite, a few years ago president Obama said, “We need to be preparing every high school senior for college”, words that made me cringe with frustration.
Regardless of your politics and how you may feel about the president, these words should be nothing short of encouraging if not exciting for those in the marine industry.
From a business perspective, marine industry or otherwise, the US is in desperate need of an organized vocational training and apprenticeship programs. Where ever I travel I see the need for training, and I hear both employers and boat owners plead for more skilled workers. The problem is, there are few in the pipeline because we have no real organized effort for producing them, they are typically ‘home-grown’, which has traditionally been very hit or miss. Hearing the president acknowledge this is the most encouraging news I’ve had on this front in years. Now all we need is action, and the impetus for it must come from the marine industry and marine equipment manufacturers. In the above-mentioned editorial on the subject, which you can read here, I include my thoughts on how this might begin.
This month’s Marine Systems Excellence feature covers the subject of Oil Analysis, I hope you find it both useful and interesting.
Special Offer
![]()
The SDMC Marine Systems Excellence eMagazine is pleased to offer readers a 10% discount on a seawater maintenance package from TRAC Ecological. This package includes (1) Trac FLUSHcap® and (1) gallon of Barnacle Buster Concentrate® descaling fluid. Visit this page for more details on how to order.. As always, SDMC receives no commissions, profit or compensation in conjunction with such offers.
Oil Analysis
Text and photos by Steve D’Antonio
Copyright © 2017

My first encounter with fluid analysis was as a young Naval Sea Cadet. One summer I was fortunate enough to spend a few weeks aboard the USS O’Bannon, a Spruance class destroyer. It was a sign of the times I suppose, as a fifteen year old I was given virtual free reign of the nearly 600-foot fighting vessel, from the “Nixie” torpedo decoy gear aft to the ‘ASROC’ anti-submarine rocket launchers forward. The ship was new and undergoing sea trials, which included speed runs, hard over turns, and even firing of the five inch guns. While it was great fun, it was also educational.
Fluid Analysis History
One day, while walking down a passageway I poked my head into a small cubby of a compartment. Inside, neatly stacked on shelf after shelf were scores of clear glass vials that contained liquids of different hues, from brown and black to red and purple. As I was scanning this strange scene I was startled by a voice from behind me, “Those are samples of all the fluids from the ship’s gear” said a young petty officer. Over the course of the next half hour or so he explained the science of fluid analysis, called tribology, and how it helped the ship remain ready to fight and ply the oceans, and how it saved the navy money by identifying when machinery needed to be serviced or repaired before it actually failed. In spite of my status as a budding gearhead even then, I’m sure much of what he said went over my head or didn’t resonate. However, many years later my interest in tribology would be rekindled, and I would recall that lesson.
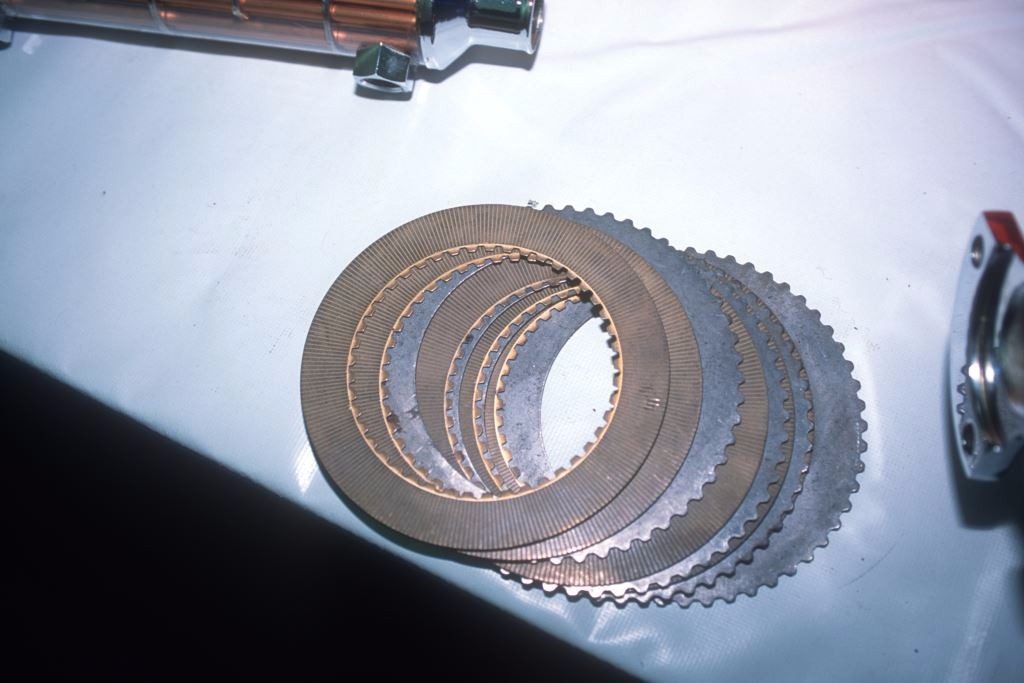
Many hydraulic transmission rely on sintered bronze clutch plates, which, under normal conditions, generate copper particulates, which in turn are identified in an oil analysis. Typically, this is, provided the quantity is normal based on the lube time, no cause for alarm.
As it turns out, my introduction to the world of fluid analysis, aboard a US Navy vessel was fitting. Fluid analysis has been effectively utilized for over half a century, ushered in with the jet age and conversion from steam to diesel locomotives, and especially with carrier-born aircraft whose first generation turbines’ lubrication systems were especially sensitive to water, salt and metallic debris. Today, the science of tribology, or the analysis of friction of machinery components and their fluids, which include crankcase oil, transmission fluid, coolant and hydraulic fluid, is well established in the mechanical world, afloat, ashore and in the air.
During my tenure as a boat yard manager I instituted a comprehensive fluid analysis program. As valuable as they were, instead of relying on a mechanic’s, or my own intuition or anecdotal experience, I wanted something that was more scientific, something my customers and I could use to evaluate the condition of equipment when it malfunctioned, and just as importantly, when it appeared to be working well; I wanted to be able carry out condition-based maintenance, and I wanted to predict failures and prevent them rather than react to them after they occurred. Tribology is the means by which this goal is achieved, providing hard data that could be used to make important maintenance, repair and replacement decisions.
Return on Investment
The return on investment where fluid analysis is concerned can be substantial. Analyzing a few ounces of crankcase oil, for instance, can yield reams of information about the current health of an engine and how it’s been maintained throughout its life. For instance, sodium, when found in an engine’s lubricating oil, may be indicative of ingestion of salt laden mist (this can happen if spray is ingested into an engine room air intake) while glycol contamination often spells trouble in the area of the cylinder head gasket.

This engine experienced a head gasket failure, which allowed small amounts of coolant to leak into the combustion chamber, evidenced by this tan-colored accumulation on an exhaust valve. This sort of fault is often quickly identifiable using oil analysis, long before symptoms, or damage, manifest themselves.
Wear metals such as iron, chrome, nickel, copper, lead, tin and aluminum each tell a different story about a component within the engine, from pistons and rings to bearings and valves. The TBMN or Total Base Number, on the other hand, is a measure of crankcase oil’s ability to neutralize acid, a natural byproduct of diesel combustion; if all else is normal within an engine this is often the factor that determines when an oil is worn out.

Seawater leaking into cylinders, often from a defective or improperly-designed exhaust system, frequently leads to catastrophic damage. It also can show up in oil analysis reports long before the damage is serious or irreparable.
Contaminant elements such as silicon, sodium and potassium tell a different story as they are introduced from outside sources such as dust, seawater and coolant. The quantity of metal in a sample, measured in parts per million, when compared to the number of hours accrued by the sample oil, determine whether there is cause for concern. Still other contaminants, such as fuel and soot, and imbalances such as acidity and viscosity, can indicate malfunctioning fuel injection systems, use of the incorrect stock oil or simply oil that is past its prime.
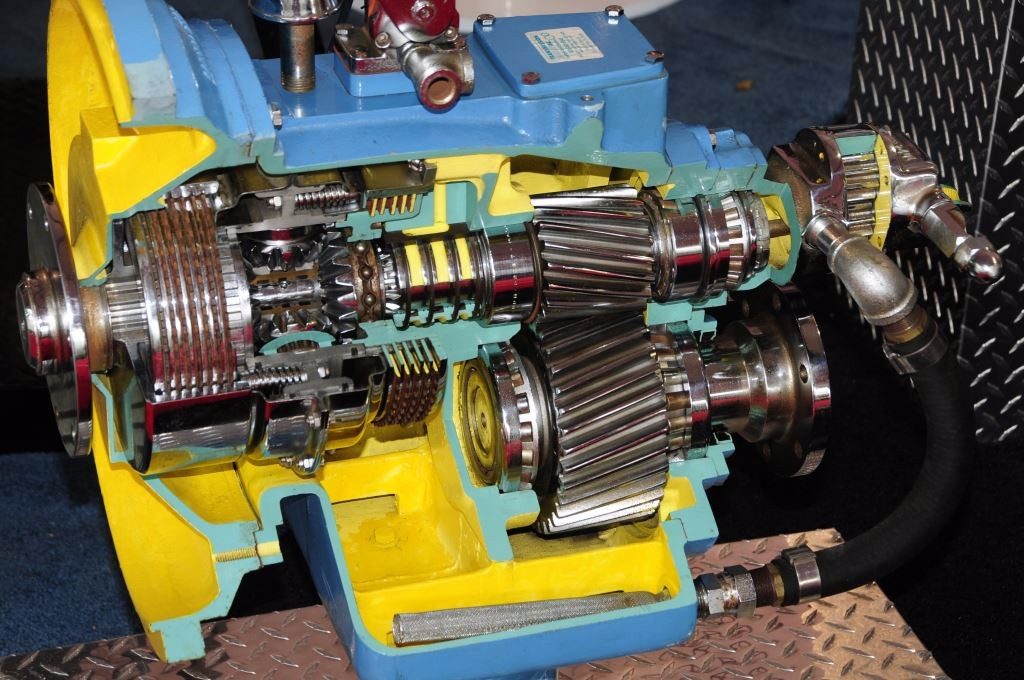
Transmissions are every bit as complex as engines, and while they don’t suffer from exhaust byproduct contamination issues, they can develop faults that are identifiable in an oil analysis report.
Fluid detective work doesn’t end with crankcase oil. Transmission fluid and coolant are also fertile ground for this sort of testing. Transmission fluid analysis can often detect issues with bearings, clutches, shift mechanism adjustment, damaged gears or overheating. Many transmissions include some type of cooler; however, if it’s not working properly, oil can overheat and lose some of its lubricating properties. An improperly adjusted shift cable can lead to slippage, which in turn cause transmission overheating, as can a fouled heat exchanger. Coolant includes additives that inhibit rust and corrosion as well as control pH; however, over time these become depleted. Common wisdom dictates that cooling systems be flushed and coolant replaced every two years, regardless of use or its condition, however, that approach represents calendar rather than condition-based maintenance.
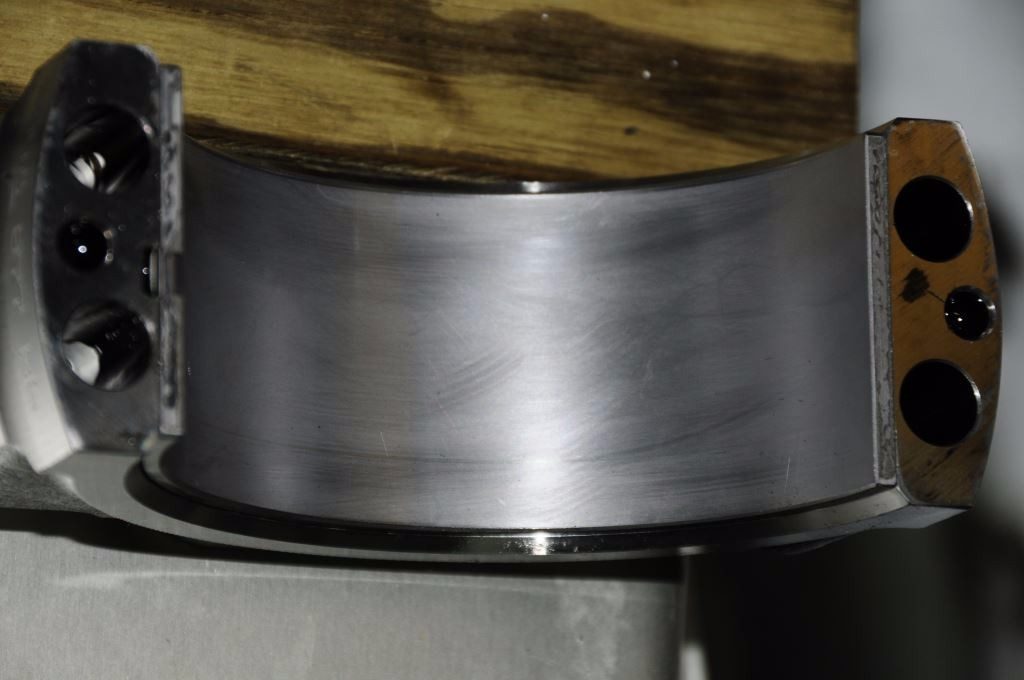
Crankshaft and connecting rod bearings are made using specific metals, copper, tin and lead. Which metal, and the quantities in which they appear in a report, are an indicator of the severity of wear. The bearing shown here (top) is severely damaged, the result of oil starvation caused by a clogged oil gallery. By comparison this bearing (above) is healthy, it is wearing normally.
Proceed with Caution
As valuable as fluid analysis is, it isn’t perfect, and in the hands of an inexperienced or tribologist-wannabe, misinterpretation is all too easy. For example, a number of clients and readers have contacted me, distraught over the results of transmission fluid analysis reports. All showed very high levels of copper, so high that the analysis lab had flagged them in red. The clutches of many hydraulic transmissions are sintered copper alloy, and therefor these high copper readings are not abnormal. The lesson here is the value of the amount of data a lab has accumulated on an engine, transmission or other type of equipment is important when it comes to alerting the user to potential trouble.

Properly drawing oil samples, here a boat owner carries out this task using a vacuum pump and dip tube, is of paramount importance where oil analysis accuracy is concerned.
Yet another area where analysis often goes awry involves sample taking technique. If, for example, a vacuum pump and hose are used to draw a sample and the latter’s intake is dragged across the bottom of an oil pan in the process, it is likely to show elevated wear metal, material that has accumulated over the course of hundreds or thousands of hours. It is for this reason that many commercial users rely on sampling valves rather than vacuum pumps and tubes, when drawing crankcase oil samples, the valve delivers oil as its circulating through the engine, offering the most accurate representation of its condition.

An oil sampling valve enables samples to be taken from an operating machine, yielding the most representative type of sample, without the need for a vacuum pump or tubing.
Yet another area where inaccuracy often enters the fluid analysis equation involves data. Each time a sample is taken, included with it is a form that must be completed by the sample taker. The information included in this document is of vital importance to the lab, in that it provides those analyzing the samples with type of equipment (on which they likely have reams of sample history) and the number of hours on it, known as unit time; an oil’s weight, type and brand; and perhaps most important of all, the lube time or number of hours on the oil.

When aluminum appears in an analysis report in unusually high levels, it’s nearly always indicative of abnormal piston wear, like that shown here.
I’ve encountered many, professionals and boat owners alike, who fail to understand the importance of accurately providing all of this information along with the sample. If the lube time is left blank, the entirety of the lab’s accrued data on that equipment, and what’s considered normal wear contamination, is forfeited. The lab may consider the sample new oil, in which case almost any amount of contamination will be flagged as critical.

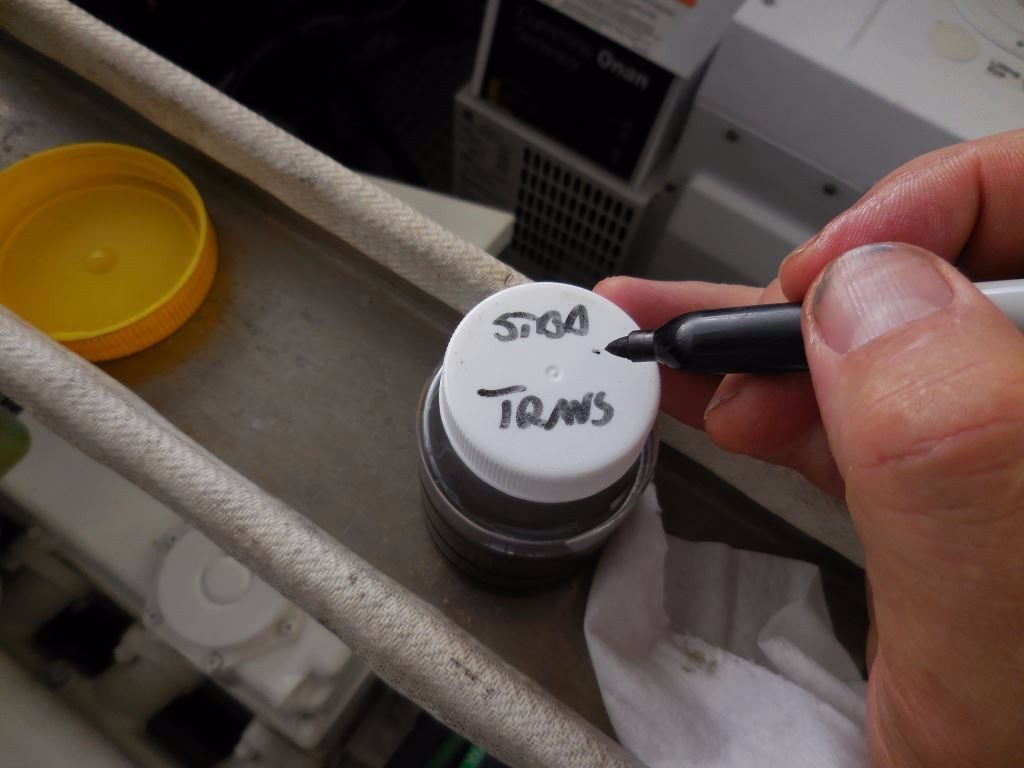
Accuracy where sample paperwork is critically important, and so too is the need to keep samples properly labeled. In order to prevent a mix up, label bottles and caps in advance of sample-taking.
In one a recent case a boat yard sent in a sample for a client of mine. The report was returned with a green bar, indicating all was well with the engine. When he sent me the report, however, I noted that the lube time and unit time had been reversed, thereby making it look as if the oil had over 2,000 hours on it, there increasing exponentially the quantity of “acceptable” contamination. I pointed this out and recommended he supply the lab with the correct data (a new oil sample is not needed for this sort of correction), and upon doing so the report now generated the dreaded red bar, a flag indicating a serious problem. Why? As seemingly impossible as this may sound, the adage ‘garbage in garbage out’ applies, once the lab plugged in the correct lube time, which was less than 200 hours, the contamination threshold dropped dramatically, pushing the sample into the red zone. As it turned out the problem was relatively easy to correct, a malfunctioning injector was diluting the oil with diesel fuel.
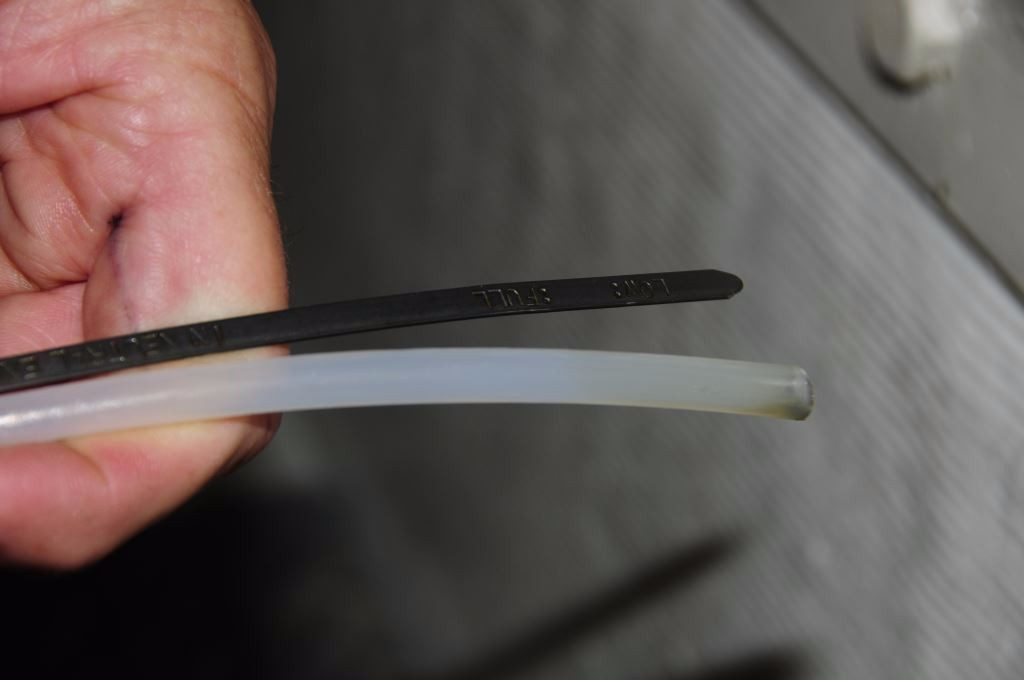
Overly long sample tubes can lead to “dredging”, wherein the sample is contaminated with years’ worth of oil sump accumulation. The results of such samples are of little use.
Any one or a combination of the above-mentioned potential pitfalls can conspire to skew results, which is why many, especially sellers and brokers, understandably remain skeptical of oil analysis as a tool for assessing the condition of machinery. In fact the skepticism should more accurately be centered on poor sampling technique, inaccurate or incomplete data supplied with samples, and an inability to properly interpret reports. All of these are avoidable, with the latter requiring a commitment to seek out and attend tribology training. Seminars are conducted around the country on a regular basis.
Finally, if you intend to routinely practice oil analysis, and I hope you do, consider sending in a new batch of oil to be used as a reference point on your reports, to which you can compare subsequent samples, to determine the level of depletion to additives, especially and including TBN.
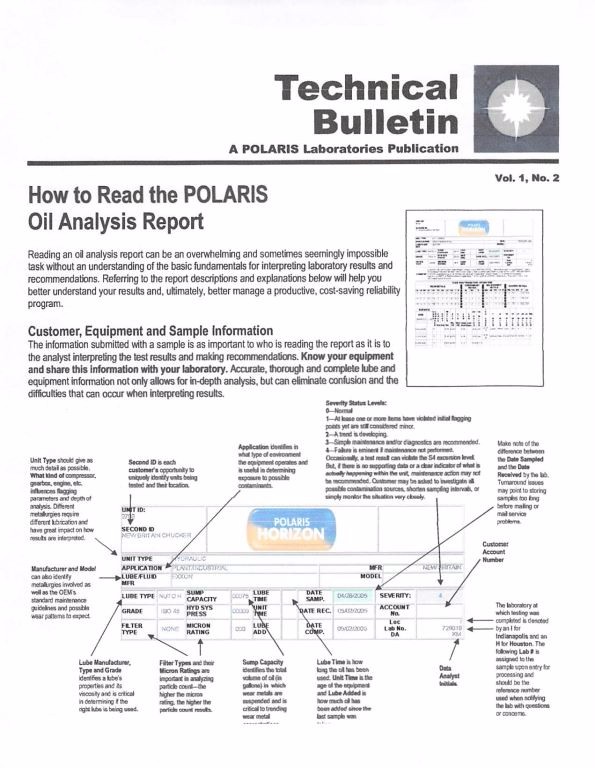
Learning how to read an oil analysis report is every bit as important as properly taking samples. Simply looking for red, yellow or green indicators, the most commonly used “technique”, is at best a misguided approach.
Practicing fluid analysis isn’t a cure all for your machinery’s ailments; it doesn’t take the place of proper maintenance. One thing, however, is certain; you can’t benefit from its attributes if you don’t take samples and have them analyzed. The average cost of analysis is approximately $30/sample (be sure to ask for the inclusion of TBN, it’s often optional), a small price to pay for having yet another preventive maintenance arrow in your quiver.
To watch a video presentation on this subject, as well as a demonstration of proper sampling technique, visit https://vimeo.com/158187739.

