
From the Masthead

Fifteen Years
As is all too often the case, I write this month’s ‘From the Masthead’ column while in flight. I’m homeward bound, on my final trip of the year, after inspecting a vessel in Rio de Janeiro, and a yard in northern Brazil. The client accompanied me as we evaluated this builder for a potential new-build project.
During the 10-hour flight from Sao Paulo back to the US, I had time to reflect on the amazing journey I embarked on when I started the consulting firm; on December 1, Steve D’Antonio Marine Consulting celebrated its 15th year.
When I began to contemplate striking out on my own, during the summer of 2007, few could have anticipated what would eventually become known as the “Great Recession”, one that wreaked financial and social havoc across the globe, and on the marine industry in particular. By the time of my departure from my job managing a boat yard and custom boat building shop, there were inklings, but still no indication of the magnitude of the chaos that was to come. Had I known, had I waited even just three months to make my departure, I almost certainly would have delayed my plans, perhaps indefinitely. As luck would have it, I didn’t wait, however, I was thrust into a true trial by fire ordeal, as the marine industry was ravaged over the next few years. I have often looked back on that time and thought, ‘If I can survive, and succeed in the face of those odds, I can do anything.’
On a few occasions before my departure from my secure, satisfying, and well-paying boat yard job, I found myself awakening in the middle of the night, with misgivings about my decision; several of my peers, when being made aware of my resignation, politely asked, ‘are you sure you know what you are doing, you have a dream job?’ They were right, I did, my days were filled with doing things I loved, with people I liked and respected and yet, I remained unfulfilled. I had one child about to enter college, and another in private school, with no shortage of bills and expenses; it would have been understandable to take the conservative route, and remain in that role. I was, however, hell-bent on helping boat buyers and owners avoid, rather than fix, their problems, and the consultancy seemed the most effective means of achieving that goal.

Fifteen years, 2.5+ million miles, 30 countries, and 24 states…
The first two years on my own were a blur of excitement, and the euphoria, of broadened horizons, and absolute autonomy to pursue whatever opportunities I wished, or could envisage, the sky truly was the limit. It also included healthy doses of uncertainty, trial and error, and disappointment; my business advisor was merciless with his criticism and sparing in his praise, which I only received when truly deserving, I referred to it as ‘business boot camp,’ and I’m thankful for every lesson learned.
I have a few misgivings, and of course would have, with the benefit of hindsight, done some things differently. My primary regret? I wished I’d kept a diary, detailing my experiences and emotions through those early and turbulent times, as it would make for interesting reading today. As long as I have been in this business, approaching 35 years now, I can honestly say, a day hasn’t gone by where I didn’t learn something, and while I’ve had many bad days, I’ve never had a dull day. I wouldn’t have it any other way.
In the past 15 years I’ve traveled over 2.5 million air miles, and have visited 30 countries, and 24 states, for various consulting projects. I feel very fortunate indeed to have been able to pursue my passion for boats, boat building, and repair over these years, while guiding buyers and owners through the rocks and shoals of boat ownership.
Testimonials
One of my industry pet peeves involves testimonials; we’ve all read them, glowing, effusive praise that’s pseudo anonymous, with signatures like “Bill K.”, “Julie J.” and “Jose M.” plastered across a website or magazine ad, singing the praises of the product, manufacturer, or service provider. I’ve always been put off by these, they are simply too ripe for fabrication, if you can’t get one or two clients to allow you to use their full name, something’s fishy. I vowed I would never do this, all of the testimonials on my website include first and last names, as do all of my scores of Ask Steve columns, if you want your question answered there, you must provide a first and last name.
This month’s Marine Systems Excellence eMagazine column covers the subject of antifouling paint application, I hope you find it both useful and interesting.
Antifouling Tactics

There’s more to achieving a lasting and effective anti-fouling paint application than meets the eye; and much of it involves preparation.
It’s a constant challenge for boatyards: Supplying customers with an antifouling paint application that is long-lasting and effective. New coating formulas and manufacturers come and go; however, those who sell and apply the paint are ultimately responsible for its performance. In my experience, assuming the coating is sound and effective, proper preparation and application are the most significant factors in ensuring a coating’s successful performance.
Wash and Learn
A number of years ago I managed a boatyard that was experiencing a rash of antifouling paint application failures. Essentially, the coatings were releasing from previously applied and otherwise sound coatings with alarming rapidity, racking up considerable warranty costs in the process. Although it took some time to realize this, because we used more than one paint product, failures seemed to have little connection with the type or brand of paint. After exploring all the (few) remaining possibilities I could think of, I eventually went back to basics, and asked myself, “Are we washing the bottom thoroughly enough?” The yard used an early generation pressure-washing runoff recycling system, which, as it happened, was malfunctioning, leaving behind an otherwise invisible film that guaranteed adhesion problems. Subsequently, rinsing bottoms after pressure washing, with non-recycled water, for a few months proved the theory—the paint stopped falling off, giving me a newfound appreciation for the importance of surface preparation where antifouling coatings are concerned. Once the culprit was identified, we promptly rebuilt the recycling system and that permanently put to rest the adhesion woes.

Profiling a virgin gelcoat bottom, using a “guide coat”, a very light misting of spray paint, which helps those doing the sanding know where they have not yet abraded the surface.
Virtually every paint manufacturer provides detailed instructions, explaining surface preparation and appropriate conditions for applying the paint. Nowhere is this more important than in the initial application. But when was the last time you read the application instructions on a can of antifouling paint? I did this a few years ago, thinking, “How complex can it be?” I was surprised to learn a few lessons.
Among other things, it is highly desirable to combine an epoxy primer/barrier with antifoulant when first applying antifouling paint on new vessels, and on bottoms that have been stripped of all paint (see the sidebar). The bond formed between an epoxy barrier coat and the hull is tenacious, and the bond formed between the epoxy barrier/primer and the antifoulant is equally as strong, provided the antifoulant is applied within the specified chemical application window. Therefore, even if an epoxy barrier coat isn’t specifically needed, it’s a good idea to use one as a primer and tie-coat between the hull and first coat of antifoulant.
Sidebar: Epoxy Barrier Coats vs. Epoxy Primers
Epoxy barrier coats are used to prevent absorption of water by gelcoat and fiberglass laminates. Water absorption can lead to dreaded osmotic blisters, more on that here and here. If your vessel’s builder used vinylester resin for the entire hull lamination, or a vinylester skin coat (the outer two or more laminates use vinylester resin with the remainder being polyester), or the laminate relies on epoxy resin, then an osmotic barrier coat is unnecessary. Builders who take one of those approaches, and today most do or should, often provide a warranty against osmotic blisters.
Hulls made using polyester resin are suspectable to osmotic blistering. Epoxy barrier coats can be used prophylactically, preventing water absorption by the laminate, which leads to osmosis; unlike primers, their effectiveness relies heavily on the thickness of the coating.
In cases where one of the above-mentioned osmosis prevention methods have been employed, it remains desirable to utilize an epoxy coating prior to applying anti-foulant over otherwise uncoated surfaces, as it acts as an effective primer, enabling improved anti-foulant adhesion. In fact, I would not consider a first time anti-foulant application over any substrate, fiberglass, gelcoat, aluminum, or steel, without first applying an epoxy primer (it would be mandatory for steel). Often, the only difference between an epoxy primer and an epoxy barrier, is the number of coats that are applied.
The bond achieved between the primer/barrier and the substrate, regardless of the material, is considered to be mechanical, the coating is adhering because it is interlocking with surface irregularities, which have been created by sanding or media blasting. Epoxy works extremely well in this application. The bond that can be achieved between the epoxy primer/barrier and the first coat of anti-foulant may, on the other hand, be of a chemical nature. Chemical bonds are often even more tenacious than mechanical bonds, as they work at a molecular level; making them especially desirable. Achieving a chemical bond requires application of the first anti-fouling coat within a specified window, essentially before the primer/barrier fully cures, and that varies with air temperature.
Primers/barriers are often applied using rollers and brushes; however, air-less spraying is also an effective approach, and one that yields a very smooth finish, which may be desirable for sailing vessels, and for power vessels seeking the greatest fuel economy (and it just looks good).


Both primer/barrier coats and anti-fouling paints can be applied with an air-less sprayer; using this approach yields an exceptionally smooth finish. Applying the first coat of anti-fouling over a primer/barrier within the chemical application window ensures a long-lasting, chemical bond.
If the coating is being applied as a barrier, it is essential that the manufacturer-mandated thickness be achieved, as the layering of suspended solids, within the coating, is what provides the necessary barrier to moisture penetration.

Unlike conventional spray paint application, which atomizes coatings within a stream of air, airless sprayers, as the name implies, use no air, which means they have very little overspray and coatings can be applied heavily. They are ideally suited for viscous coatings like epoxy and anti-foulant.
Finally, when using epoxy primers/barriers, as well as anti-foulants, follow all application as well a personal protective gear instructions to the letter, as adhesion failures can be both frustrating and costly, and the volatile organic compounds within these coatings represent a serious health hazard.

This applicator’s personal protective gear is ideal.
For subsequent applications of antifoulant two important criteria must be met. One, the paint being applied must be compatible with the paint that is already present. (Compatibility charts are available from most paint manufacturers and distributors.) Two, the surface over which paint is to be applied must be clean and free of all growth and debris (as noted earlier, even an invisible film can wreak havoc on a coating’s adhesion). When vessels are hauled and pressure washed it’s not unusual for the area beneath the slings to be overlooked. Once the slime in these areas dries, it turns a light buff color, which is easy to miss, especially on red bottoms, and is often simply rolled over with paint (the area just above the float line is notorious for this type of failure). Paint applied over these areas frequently releases shortly after the vessel is launched, allowing barnacles to strike.
Flaking anti-fouling paint at the float line is an all too common occurrence; and it’s almost always the result of applicators’ failure to adequately clean this area before applying paint.
Additionally, because the bond between new and existing antifoulant is mechanical, rather than chemical, in nature, the new paint interlocks with irregularities in the surface, which means that sanding, while not always mandatory, is desirable.
Preparation of virgin gelcoat, fiberglass and alloy bottoms is especially critical. Out of the mold, or from the foundry (for plate aluminum), these surfaces are usually very smooth, and often contaminated with wax or oil, they are exactly the wrong type of finish for coating applications. The bond between paint and substrate in this location is purely mechanical, therefore profiling it with a “tooth”, or roughed-up surface, is critically important. I routinely encounter release of anti-fouling paint, and epoxy barrier/primer, after just a year or less of service, and in almost every case the substrate has not been properly profiled or dewaxed. It’s a sure-fire way to waste thousands of dollars on an anti-fouling application.

In spite of the fact that this bottom received an epoxy primer, the coating still suffered from release because the substrate was not profiled. The correction will require stripping the entire bottom, ensuring the surface is properly profiled, and re-applying the epoxy primer and anti-foulant. The vessel is less than two years old.
Apply with Care
Because of its toxic nature, antifouling paint must be applied with caution. I frequently see this requirement ignored in yards and at builders I visit the world over. Applicators should wear gloves, coveralls, and eye protection as well as a properly fitted respirator, and not a dust mask (note that unless they are of the full-face variety, respirators cannot be used by bearded individuals).

Dust from anti-fouling paint is a health hazard, full protective gear, including a respirator, gloves and coveralls should be worn when sanding.
One of the most important aspects of antifouling application, which is often disregarded, is the minimum temperature threshold; nearly all antifouling manufacturers establish a minimum temperature for application of their product, often 45° to 50° Fahrenheit for air and hull temperature. If paint is applied when the temperature is lower, it may fail to flow over or adhere to the existing paint. The same holds true for barrier/primer coats, which are also temperature sensitive. Hull temperature, unless in direct sunshine, nearly always lags behind that of the air, which means that if the air temperature reaches 50°F by midmorning, it’s possible that the hull will remain less than 50°F until afternoon. If in doubt, measure hull temperature with an infrared pyrometer.

Two part epoxy primer/barrier coat also presents a health hazard to those applying it, follow all manufacturer instructions, including and especially where personal protective gear is concerned.
If using an epoxy barrier/primer, I recommend sourcing all products from a single manufacturer, thereby ensuring compatibility, and reducing the likelihood of finger-pointing in the event of an adhesion or compatibility failure. Once again, it’s highly desirable to achieve a chemical bond between primer/barrier and the first coat of anti-foulant.
Hard vs. Soft
Broadly speaking there are two choices for anti-foulants, hard or ablative, with countless subcategories. Hard anti-foulants are much like conventional paint, once dry they don’t rub or wash off easily. Their anti-fouling protection is provided by the surface that’s exposed to the water. Once that’s depleted, they are no longer effective. Ablative coatings, on the other hand, continuously slough, roughly analogous to a bar of soap, thereby exposing fresh anti-foulant. Which one is best for your application depends on use. If the vessel is unused for long periods, ablative coatings may be less effective as the lack of movement prevents exposure of fresh material. The primary drawback to hard anti-foulants is their tendency to build up after years of applications, which eventually requires costly stripping. If you opt for the ablative approach, consider initially applying three coats, with the first one (which is applied over the barrier/primer) a different color than the next two. This provides an ‘indicator coat,’ i.e., when you see the color of the first coat appear, you know it’s time to renew the application.
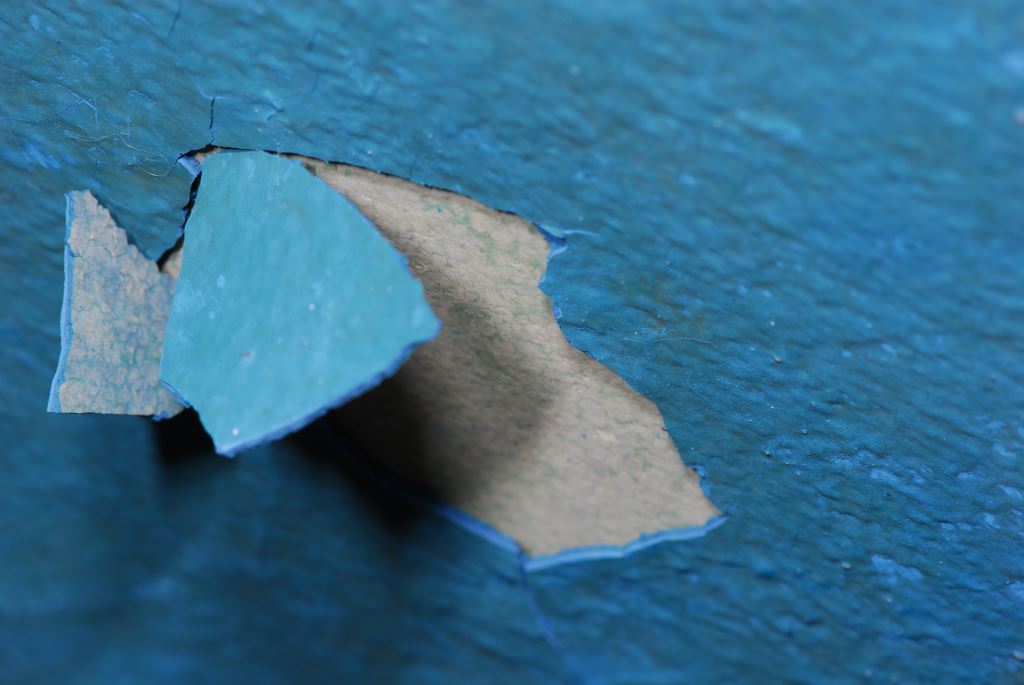
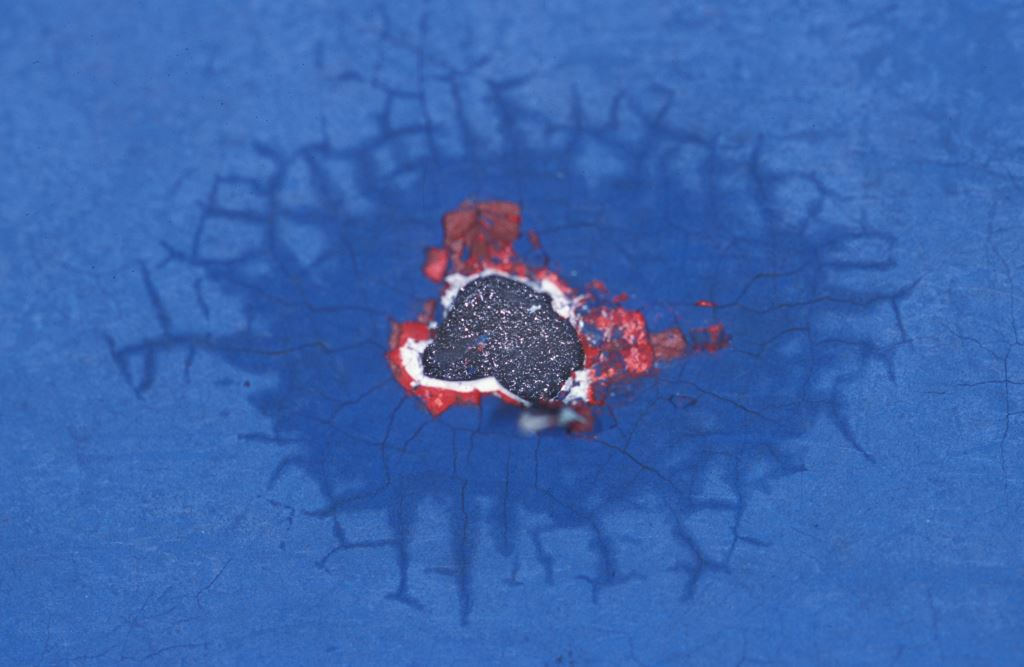
One of the drawbacks of hard anti-fouling coatings is their tendency to build up over time, which eventually leads to release, examples of both are shown here.
Ideally, the barrier/primer should never be exposed; once that occurs you forfeit that all too valuable chemical bond; and the barrier/primer then needs to be abraded before anti-foulant is reapplied. If it is being used as an osmotic barrier, sanding, and thereby thinning, this coating should be avoided.

Bottom paint is best removed using the least invasive means possible, here a wet slurry of kieserite is being used to remove paint, without damaging the fiberglass substrate.
Every attempt should be made to apply paint evenly, completely covering the existing coating. Painting on a breezy day can make this difficult as paint tends to dry too quickly, making rollers sticky and less absorbent.
Finally, unless the paint manufacturer specifically calls for it, do not thin antifouling paint. Thinning is false economy; it simply dilutes the paint’s antifouling properties, which will result in shorter lifespan.

