
From the Editor
A few months ago a client sent me an article that was published in well-known boating magazine. The article, written by a boat owner, profiled how she nearly lost her life, having been overcome by fumes, ostensibly carbon monoxide or CO, created by a forced hot air diesel heater, which was either defective and/or installed incorrectly. My client sent me this story because his boat was in the midst of having a diesel heater installed, and he was understandably concerned.
In addition to responding to him, I wrote a letter to the editor of the publication in which the article was published, which I sent on two separate occasions. I never received a response. My primary concern was, and remains, that the real source of the author’s poisoning and near-death experience was misdiagnosed and may therefore remain. Because the editor chose not to publish this letter, I felt obligated to share it with my readers.
The article regarding a seemingly faulty diesel heater was sobering, and a good reminder to boat owners about the potential issues related to CO poisoning. However, it also seems as if pieces to this puzzle remain missing. Modern CO detectors use what’s known as time weighted averaging, which means they are sensitive to small amounts of CO generated over long periods of time, as well as larger amounts generated more rapidly. If the author’s assertion were true, that the CO detectors are incapable of recognizing low levels of CO, then CO detectors would only be useful in the case of large CO leaks, and would therefore leave users vulnerable. Furthermore, if the CO level was low, it’s unlikely the author would have lost consciousness so rapidly. Rapid loss of consciousness is typically the result of exposure to very high CO levels (which, again, would trigger a CO alarm), while chronic low levels of CO are frequently accompanied by symptoms, headache, dizziness, shortness of breath etc. none of which were mentioned.
Perhaps more importantly, the reported hole in the combustion air intake hose would allow air from the boat’s cabin to be drawn into the combustion chamber, however, it’s unclear how it would allow combustion byproducts, and CO, to enter the cabin (although it would consume oxygen from the cabin). A leaking exhaust, on the other hand, could and would admit exhaust gasses and CO, as well as other diesel exhaust byproducts, which may not trigger a CO detector, including sulfur dioxide, and nitrogen dioxide, into the cabin. If this is indeed the source of the CO/exhaust leak, then the unit was either installed incorrectly, or it has a design flaw, and it may still be defective. Also, if the exhaust pipe is hot enough to melt plastic, it’s inadequately insulated. It’s worth noting that in the hot air heater design like the one detailed in this column, there is a greater opportunity for exhaust and CO to enter the air supply ducts, and living quarters via a breached heat exchanger. For a new unit, that would mean a manufacturing flaw or damage during shipment.
The death to which the author referred, the shower victim (35-year old Catherine Hartman of Annapolis, in 1992), was caused by a LP gas-fired, on demand water heater, not a diesel cabin heater; it’s no longer manufactured. While I can’t affirm it’s never happened, I know of no CO poisoning deaths attributed to marine diesel-fired heaters, and very few documented CO poisonings from diesel engine exhaust, although diesel exhaust can displace air, and at a high enough concentration lead to injury and death. Generally speaking, properly installed diesel heaters have proven to be very safe.
Before reading this article I’d never heard of Planar Diesel Heaters (which are made in Russia). One has to wonder if they are UL Listed or if the manufacturer adheres to ABYC Standards.
The incomplete nature of the story, as well as misleading statements regarding CO and its production and detection, only serve to deepen the level of misunderstanding about CO poisoning among boat owners and those in the marine industry alike (CO poisoning is the most common type of poisoning in the US). The record should be set straight. Finally, for a variety of reasons, some of which are highlighted in this letter, diesel heating systems aren’t a do it yourself installation project.
This month’s Marine Systems Excellence column covers the subject of wire terminals and crimping, I hope you find it both useful and interesting.
Crimping Etiquette
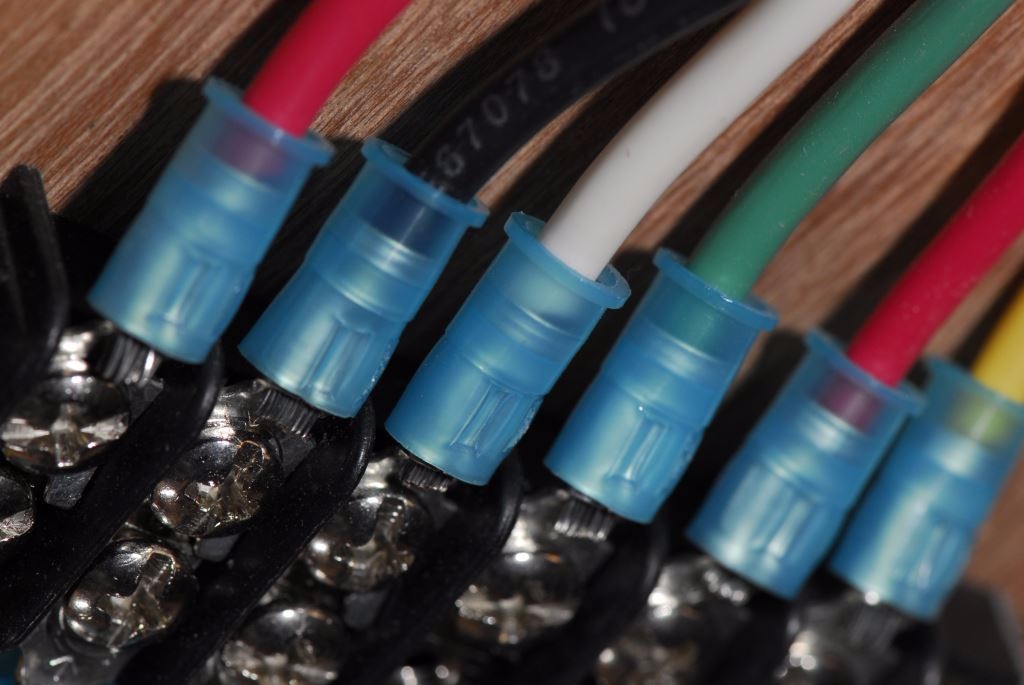
Nylon insulated two stage crimp terminals offer a variety of advantages. In this case, however, the installer has negated one of them by failing to compress the second strain relief portion of the terminal. The terminals also appear to have been incorrectly crimped using the crimping tool’s “un-insulated” die, evidenced by the deep, and narrow, rather than flatter, indentations.
Readers frequently ask, “What do I need to know about making good crimp connections?” While it’s not rocket science, there are a few details worthy of review before purchasing materials or installing crimp terminals.

All of a wire’s strands must fit into the crimp terminal, with none being pushed back. If they don’t fit, a larger terminal should be used.
Material Selection
High quality connectors start with high quality materials. When a connector is manufactured, a die stamps it repeatedly. This helps to cut and form the metal, but it also work hardens it. Work hardened metal is brittle and difficult to form. As a result, it is less than ideal for crimping. Annealing returns the copper to a softer, more malleable state. The barrel portion of a high quality connector appears seamless. This is because it is actually welded or brazed together. This means that it can be crimped at any point around the barrel without bursting, while the inside portion of this barrel has serrations that are designed to cut into and grab hold of the wire as the crimp is made. This forms a good mechanical, as well as electrical, bond. Once the connector is stamped, cut and annealed it is then tin-plated, yielding superior corrosion protection.

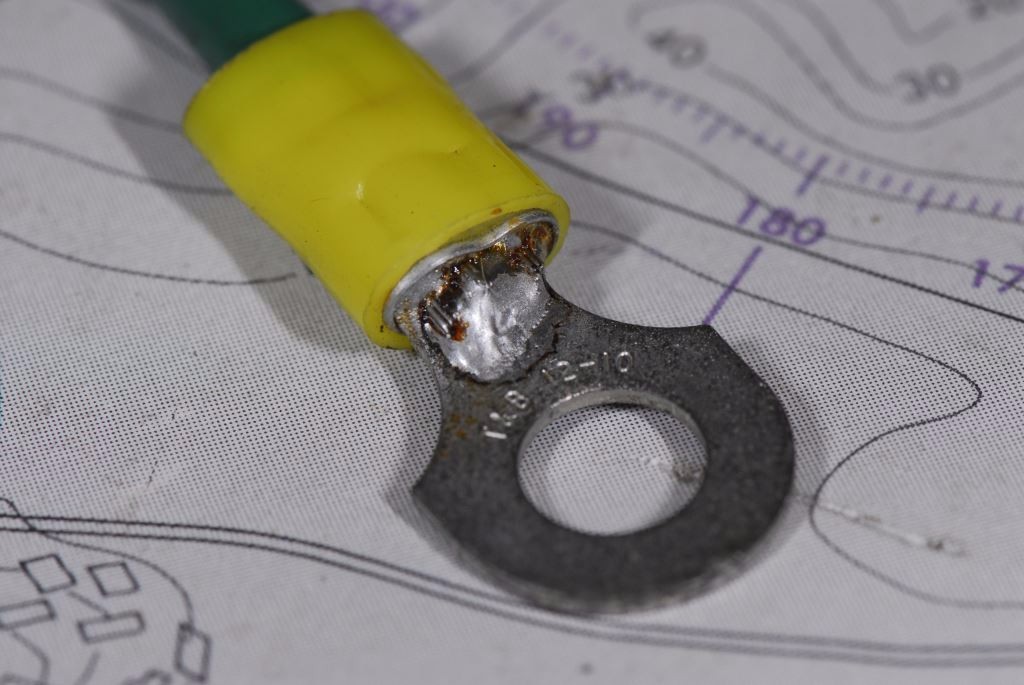
In addition to the corrosion, this terminal’s PVC jacket has been pierced, the result of using the incorrect crimping tool.
There are three primary types of insulation available on solderless crimp terminals; PVC, nylon and heat shrink. The PVC tends to be more brittle and likely to crack if over crimped. This can lead to a short or crossed circuit. Nylon insulation is much more durable; it is very difficult to pierce or remove, and as a result is more desirable. It is distinguishable from the PVC by its translucent, as opposed to opaque, color (although it utilizes the same familiar red, blue and yellow color coding to delineate between wire gauge applicability).

Both the terminal and the installation technique are flawed in this example.
Heat shrink insulation is similar in appearance to nylon except it is somewhat suppler. Care should be exercised in crimping it, as it is not difficult to create small holes while crimping, which will grow during the heating/shrinking process. Crimping tools with gently rounded dies should be used for attaching this type of solderless connector. It’s wise to test the crimping tool you intend to use with heat shrink terminals, to determine of the insulation is being pierced in the compression process.

Only a short section of conductor should protrude before crimping a ring terminal. Any more than what’s shown here could interfere with the fastener.

After a crimp is made properly, the ends of the terminal flare upward slightly in what’s known as ‘bell-mouth’.
For those who wish to solder as well as crimp, solder should only be applied in the region shown here, and never at the terminal’s wire entry end.
To assist in wire entry the mouth of the connector should be tapered or funnel shaped (not all terminals offer this feature). With this, the wire strands are less likely to peel back as the connector is placed on them. Once the conductors are safely tucked into the crimp, the extension leading from the funnel is also crimped (this requires the installer to either make two crimps using a conventional crimping tool, or one crimp using a two stage ratcheting tool) around the wire’s insulation. This insulation crimp serves as a strain relief aid (as does the insulation of a heat shrink terminal). It is especially useful in areas of movement and vibration, i.e. just about everywhere aboard. Crimp connectors that embody all of these attributes are readily available on line from several manufacturers including Ancor and Tyco/AMP.
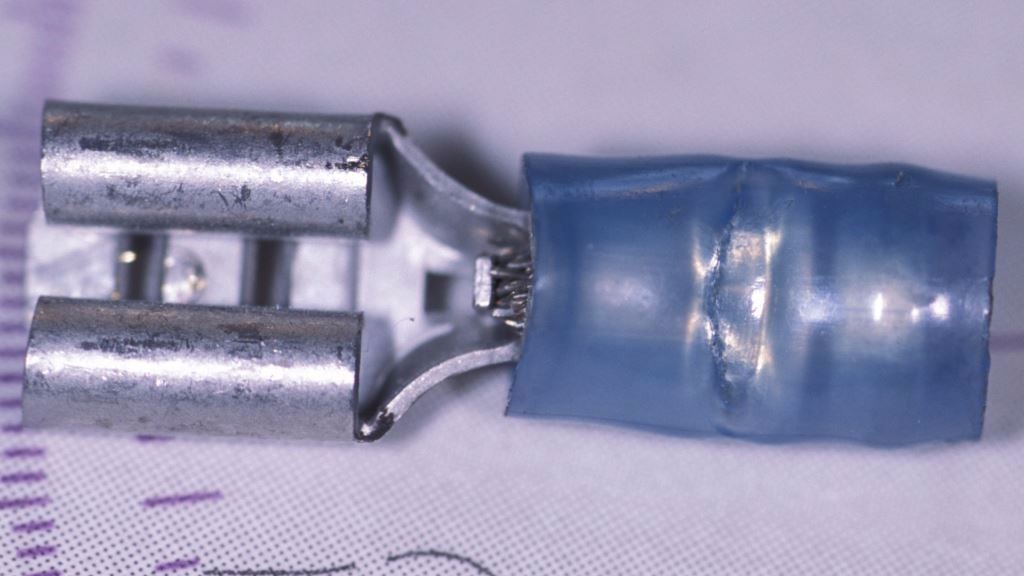

Over-compression or crimping with the incorrect tool can and often does lead to wire failure like that shown here.

Only proprietary crimping tools should be used to complete crimp connections. Here, a pliers or other tool has been used, with a predictable outcome.
Tools
There is some debate as to which tools are the best for crimping. Ratcheting tools apply pre-set pressure, making them attractive for those who undertake electrical work infrequently, i.e. boat owners and crew. Crimping pressure is critically important, apply too little pressure and you risk wire pull out, apply too much and you risk damaging the wire strands, which can lead to wire separation or more insidiously, partial separation, which could in turn lead to increased resistance and overheating.

Preferred hand tools L to R, conventional crimpers, manual strippers (which also crimp inboard of the pivot), and automatic strippers.
The ratcheting crimping tool is bulky and at times difficult to use in confined areas like under dash boards. While the conventional, non-ratcheting crimper can yield good results if attention to detail is observed, it’s especially convenient when working in tight spaces; it’s far from fool-proof. The ratcheting crimper, on the other hand, is preferable in many cases in that the user doesn’t have to know how much pressure to apply. My preference, and that of many industry professionals, is for the non-ratcheting variety. Again, either can work well; however, it’s hard to make a mistake with the ratcheting style. When making your selection, choose ratcheting crimp tools that compress both the wire and insulation simultaneously, for use with strain relief-equipped terminals.

This heat shrink terminal’s insulation has been pierced by an overly aggressive crimping tool’s die.

Only use a crimping tool whose dies are smooth and rounded when crimping heat shrink terminals.

The dies of a two stage ratcheting crimping tool. This tool simultaneously compresses both the wire connection as well as the strain relief portion of the terminal.
Manual or automatic strippers maybe used, either are fine provided they don’t damage the conductor strands. Automatic strippers ae especially useful for removing the jacket form flat duplex or triplex cable. For manual strippers, be sure to use the type that strip forward of the pivot point, i.e. the part furthest from your hand. Those that strip inboard of the pivot (these are often sold in automotive stores, with terminal sets) are cumbersome and more difficult to use.
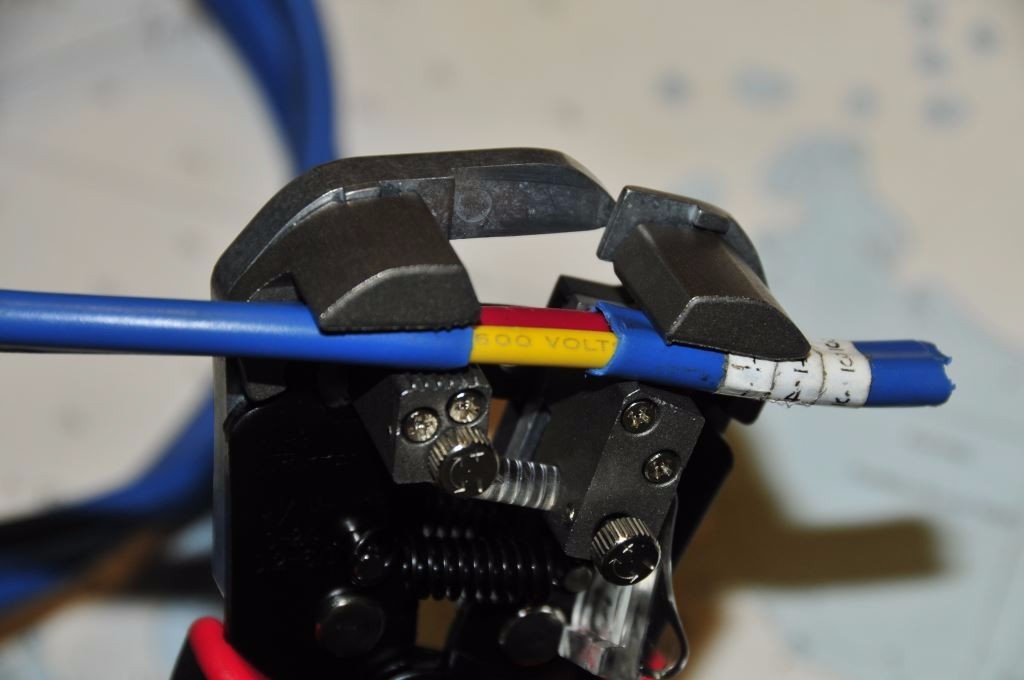
Automatic wire strippers are especially useful for stripping the jacket from duplex cable.
Follow these steps to obtain a reliable crimp.
- Insure that the crimping tool is of the proper size and die configuration for the terminal being used.
- Strip the wire. This should be done without damaging any of the strands. The strands should remain straight and uniform. Any strands exceeding the diameter of the conductor may catch on the terminal as it is inserted. Never trim strands off to enable to terminal to fit onto the wire.
- If using a ratcheting tool, place the terminal in the tool. Be sure it is in the proper die station, red, blue or yellow. If using a non-ratcheting tool it will be easier to place the terminal over the wire first, and then carry out compression.
- Insert the wire into the crimp. The conductor should be flush with the flange end of the crimp barrel. Un-insulated wire should not protrude from the rear end of the conductor, as this will prevent the strain relief sleeve from functioning properly.
- Execute the crimp. The ratcheting mechanism should travel through a full cycle before the crimp is released (it typically can’t be released unless the cycle is completed). Remember, if using a non ratcheting crimping tool, enough pressure must be applied to break down the oxides that are present on the inside of the terminal barrel, and so the serrations can lightly embed themselves into the wire strands. This area of the crimp must be gas tight, leaving no gaps between each of the strands and between strands and the inside of the barrel. If gas, in the form of air, is present then water vapor will be as well, and corrosion will follow. Alternatively, over crimping will elongate and weaken the wire strands. This will create a mechanically weak connection that will have higher than acceptable resistance, as well as increasing the likelihood of strand separation. If the tool being used does not simultaneously crimp the strain relief sleeve, this must be crimped separately, requiring two spate crimp actions. For the latter, less pressure is required to compress insulation when compared to what’s needed for compressing the wire strands.
- Release the crimp and inspect. The wire should be held firmly and a slight expansion of the flange end of the barrel should be evident. This is called “bell mouthing”. This indicates that the crimp pressure was applied at the proper distance from the end of the barrel. Using moderate force, you should not be able to pull the crimp terminal off the wire, if you can then the terminal is defective or it was not properly compressed. In order to receive approval from UL Labs, or the military, crimp connectors must meet a variety of specifications, not the least of which is tensile strength. For example;
A twelve gauge (#12 AWG, American Wiring Gauge) crimp should be able to support 35 lbs for ABYC, 70 lbs. for UL, and 110 lbs. for Milspec approval, all of which, and certainly the latter two, are typically more than the average adult can exert using his or her fingers while applying moderate effort.
A quality crimp terminal should possess the following features,
- At least a UL, but preferably a Federal Government Spec (Mil-T-7928) approval.
- Annealed copper construction.
- Tin plating.
- A strain relief funnel
A high quality terminal’s funnel entry, which eases wire installation as well as providing strain relief once compressed.
- A smooth, burr free, edge.
- Insulation that is not easily dislodged from the connector.
- A UL or Mil tensile strength rating.
The most reliable styles of solderless connectors for marine use are; butt, ring, flanged fork and snap fork. Any type of quick disconnect, often referred to as a spade or bullet, while under some circumstances acceptable, is less than ideal. ABYC chapter E-11 includes specifications for minimum allowable first time separation pull tension for these styles of terminals. In the vast majority of cases where I encounter these quick disconnect terminals, particularly the bullet style, they are used unnecessarily, where a standard butt splice should be used, which would be more reliable.

A properly executed two stage butt splice terminal.
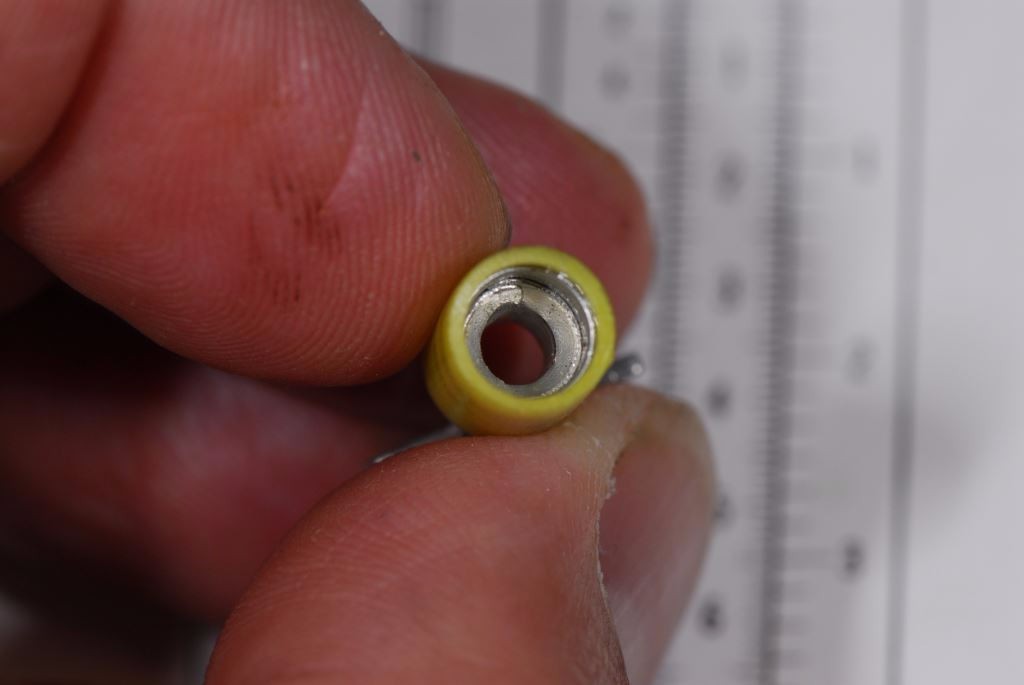
When selecting a solderless connector never cut back conductor strands to fit a connector. Use the correct size connector for the wire; Red -AWG 18-22, Blue-AWG 16-14, Yellow-AWG 10-12. The sizes of the rings on ring connectors are equally as important, it must, in order to achieve ABYC compliance, match the size of the stud or screw with which it’s used, and washers should never be used to make up the gap.
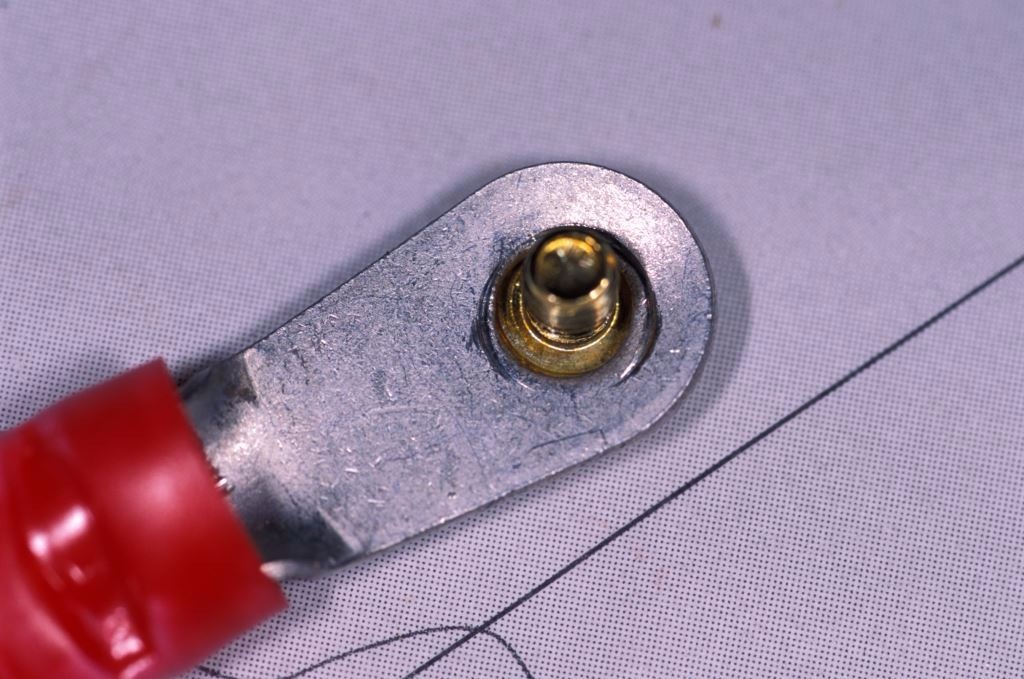
Among the most common ring terminal installation errors, and a violation of ABYC standards, holes that don’t match the stud or fastener size.
Using the incorrect sized ring will often result in a poor connection and loose fastener. No more than four ring terminals should be used per stud or screw, and ring terminals should always be installed starting with those that are largest, and capable of carrying the highest current, progressing to smaller rings, with e smaller being installed last.

Ring terminal installation protocol calls for no more than four rings per stud, and installation beginning from the largest, highest ampere capacity, to the smallest, lower capacity terminals.
Contrary to popular belief, solder is not required for long-lasting, low resistance connections (and with few exceptions, using solder as the sole means of connection is prohibited by ABYC standards). In many cases, in fact, using solder can lead to premature wire failure as it reduces wire flexibility; an attribute that is mandatory for marine applications.

The business end of a manual crimping tool. Note the INSUL and NON (sometimes shown as BARE) designation, it’s critically important that the proper die be used when crimping, never use the NON/BARE die for crimping insulated terminals. Additionally, when choosing a crimper of this sort, look for one that has the INSUL die closest to the tip of the tool, or furthest from your hand (like the one shown here), when making multiple crimps it’s easier to situate the terminal in the first die.

The conventional strippers and crimpers you choose should be of the variety that do the work, stripping and crimping, forward of the pivot point.
The life of properly installed, high quality solderless crimp terminals, used in conjunction with tinned marine grade wire, can be measured in decades. Failures, on the other hand, can nearly always be attributed to poor quality materials and/or incorrect crimping technique, and are, therefore, entirely avoidable.

