
From the Masthead

Visiting the USS SAGINAW’s Gig
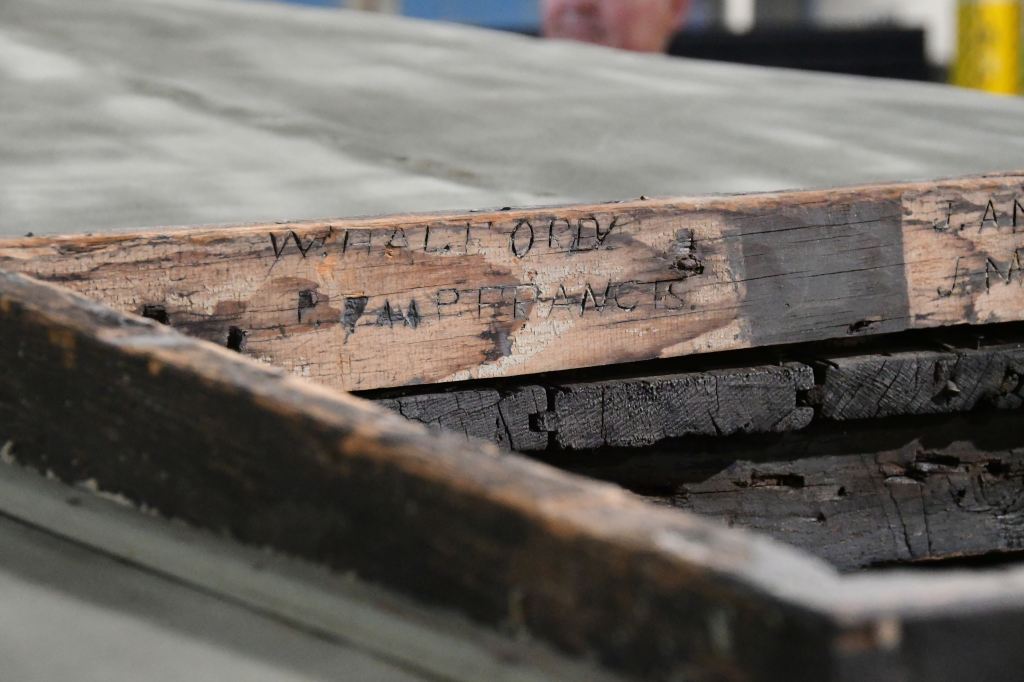
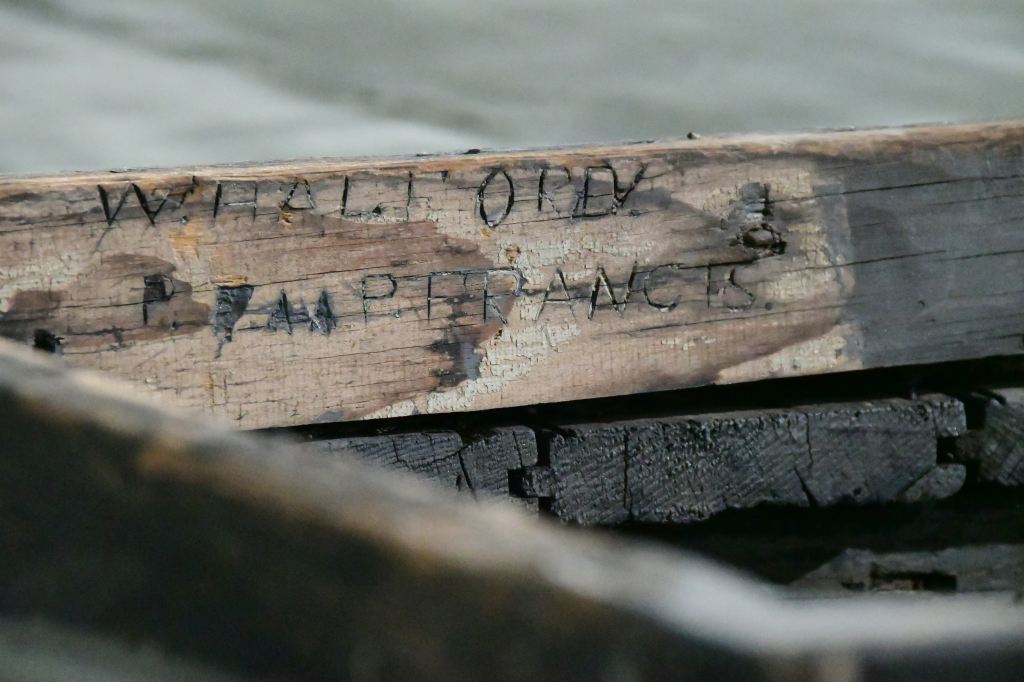
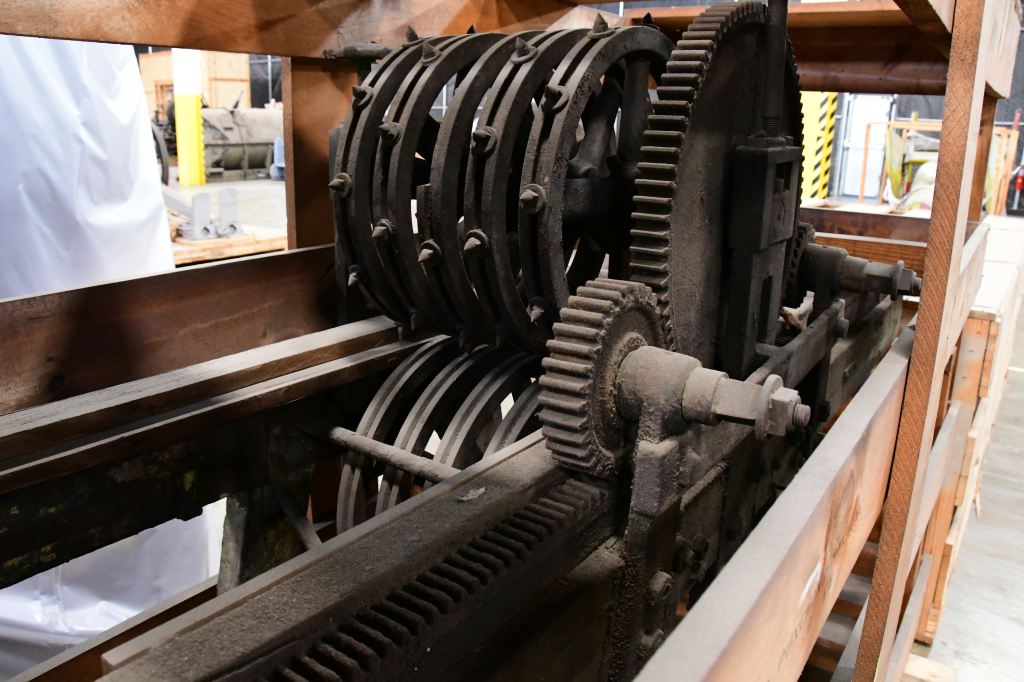
In late 2022 I had an opportunity to achieve a long-held ambition, to see the famed gig belonging to the ill-fated USS Saginaw. I first learned of this vessel in the late 1990s, when I encountered a SAGINAW memorial tablet at the US Naval Academy. My curiosity piqued, I delved into the story, and I discovered that artifacts from the ship, including a sextant made by the ship’s engineer, and the ship’s ensign, were stored at the Academy’s Museum. I was given access to these to inspect and photograph, after which I decided to write an article about this impressive small boat sea saga.
The USS Saginaw, a sidewheel steamer with a sailing rig, was shipwrecked on Ocean Island, a dot of land located in the vast reaches of the Western Pacific Ocean, in October of 1870. She had intended to make a stop at Ocean Island, while on a voyage from Midway Island to San Francesco, to check for, of all things, castaways. Because of a current the navigator was unaware of, she arrived at the island hours earlier than anticipated, and in the dark of night, with predictable results. While the vessel was wrecked and a total loss, the crew all survived, but were now marooned on this uninhabited postage stamp of sand. In an effort to bring rescue to the castaways, a handful of her crew volunteered to sail the Saginaw’s small gig from the island (today it’s called Kure), to Hanalei Bay, Hawaii, enshrining them in the annals of small boat, open ocean passages, albeit not without some loss of life. Thankfully, after making landfall in Hawaii, the gig was preserved and used for various applications, including as a training craft for naval apprentices. Eventually, her historical significance was recognized and she was retired from active service, and placed on display in various locations, including the US Naval academy. In 1954 the Gig was loaned to the City of Saginaw, Michigan, which is where she was located when I first encountered the tablet at the Naval Academy.
In 2021, I decided it was time to go see her, so I began to explore her current location, assuming she was still somewhere in the City of Saginaw. Shortly after I began to plan this pilgrimage, I learned that the Saginaw’s Gig was no longer in Michigan, in 2015 she had been transported to a US Navy property, the “The Naval History and Heritage Command Collection Management Facility”, often referred to as “the Navy’s attic” because of the trove of naval memorabilia which resides within its walls. The facility, just outside Richmond, Virginia, is a mere 40 minutes from my home; unbeknownst to me, the gig had resided there for the past seven years. I was dumbfounded, she was just miles away for all this time, I could hardly contain my excitement.
















Click on the gallery images for a larger view.
Upon learning of this geographic serendipity, I reached out to my long-time good friend Mark “Buz” Buzby, a fellow naval history enthusiast, life-long boat owner, and now retired rear admiral, and surface warfare officer. Buz graciously made some calls and arranged for he and I to visit the History and Heritage Command site (it is not open to the public), where we were given full access to the gig, and then a tour of the incredible history “warehouse”. Upon completion, I remarked to the director that it was reminiscent of the final scene from the Indiana Jones movie, “Raiders of the Lost Arc”. He said, “Yes, we hear that often”.
You can read the story of the USS Saginaw, and her long gig’s journey, here.
I am grateful to Buz Buzby, RADM, USN (Ret), Samuel J. Cox RADM, USN (Ret), Director of Naval History Curator for the Navy Director Naval History and Heritage Command, and facility Head Curator Jeffrey Bowdoin, for making this visit possible.
More on the USS Saginaw here:
- https://usnhistory.navylive.dodlive.mil/Recent/Article/2687032/the-loss-of-uss-saginaw/
- https://sanctuaries.noaa.gov/maritime/expeditions/nwhi_2003.html
- https://sanctuaries.noaa.gov/maritime/expeditions/saginaw.html
- https://www.papahanaumokuakea.gov/maritime/saginaw.html
- https://www.youtube.com/watch?v=vxSVqJ_nRDU
This month’s Marine Systems Excellence eMagazine feature covers the subject of buying, owning and selling metal boats. I hope you find it both useful and interesting.
Metal Boats
Buying, Owning and Selling Metal Boats

It’s a call or email I get once or twice a month, “Steve, I found this boat, it has pretty much everything I want, and the price is right. Oh, and it’s steel/aluminum. What do I need to know?”
Let me begin by saying I have nothing what so ever against metal boats per se, I’ve consulted on construction projects for both steel and aluminum vessels; and I have spent a considerable amount of time in “metal yards”. I have carried out scores of pre-purchase inspections on brokerage metal vessels, and during my days as a refit yard manager, I supervised repair and refit work on a number of metal boats.

The author inside the fuel tank of a steel vessel under construction.
These collective professional pursuits have afforded me a perspective on metal as a boat building material, some of which I will share in what follows.
Why Metal?
Since the vast majority of small recreational craft, those under 100 feet, are fiberglass (hereafter “FRP”, which is shorthand in the industry for “fiberglass reinforced plastic”), why would a builder opt to build a vessel using steel or aluminum?
- Customization and the ability to build one offs: The molds, also known as “tooling”, that are necessary for building fiberglass vessels are expensive to build, so they represent a significant amortized investment. Depending on the size, and complexity of this tooling, and its volume, i.e., how many individual tools/parts are required, it’s often necessary to build several vessels, sometimes many, to recoup the investment in the molds. Molds also need to be maintained and periodically repaired, they are ideally stored under cover, taking up valuable shop floor space, and they wear out; eventually they must be replaced.
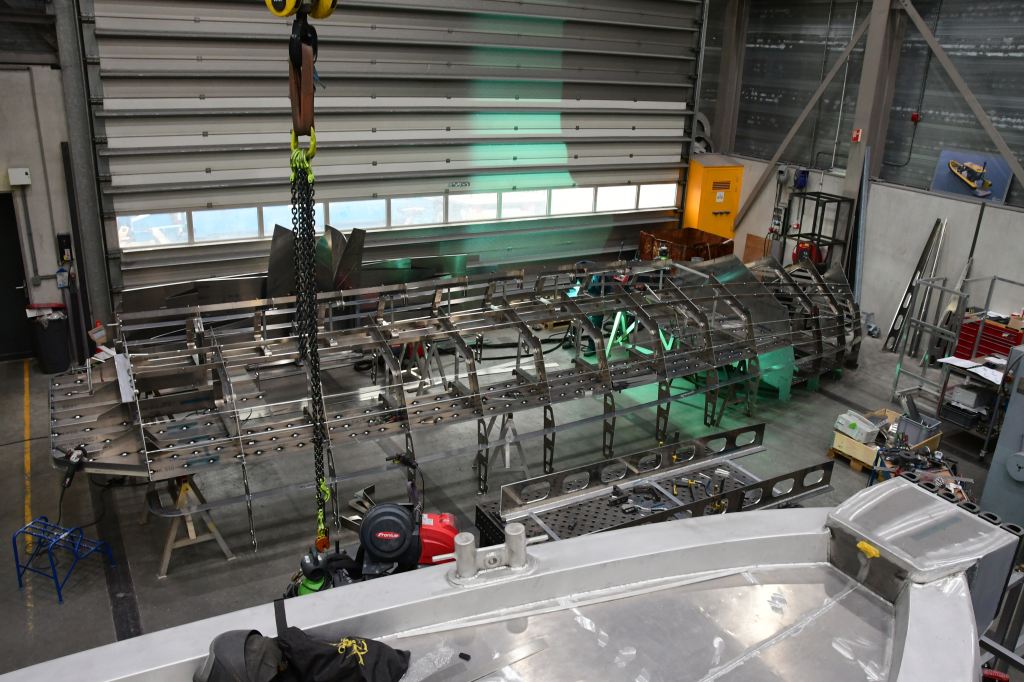
With a metal vessel, there is little or no tooling cost. There is a cost to cut the metal, however, that represents a far smaller expense when compared to building, and maintaining molds. Whatever can be conceived in a design program, can be translated into a truck-load of pre-cut, serialized, metal, which can then be welded together to create the finished vessel. If the builder or buyer opts for a change to a design, in the first or 101st vessel, a slightly wider side deck, a deeper cockpit, or a cabin with greater headroom for instance, making those changes, while not easy, is relatively straightforward; it’s done in the design program, which then translates to changes in the way the metal is cut. Making similar changes to a FRP vessel requires changes to tooling, which is expensive, and it may mean an entirely new part if the builder doesn’t plan to make the change standard.

Many steel vessels utilize aluminum for cabins and other above deck structures. Joining these two metals typically relies on specialized products that act as an interface between the two.
In short, using metal enables the builder to avoid the tooling cost, and it makes changes and modifications, or even completely custom builds, possible and practical, whereas completely custom FRP vessels are all but unheard of.
- Strength, durability and Fire Resistance: While there are decided differences between steel and aluminum, depending on their thickness and grade, they can be quite strong, and comparatively thin, for their weight, and they have good abrasion resistance. Steel is harder than aluminum, so its abrasion resistance is higher than that of aluminum, but both are tough and durable.
Both steel and aluminum possess the attribute of deforming before failing. In other words, they can bend quite a bit before a breach occurs. There are no FRP icebreakers for a reason.

One advantage of steel and aluminum is their ability to deform significantly before being breached.
Metal is naturally fire proof, which is of course attractive in a seagoing vessel; however, many aluminum and steel vessels, from small craft to large ships, have caught fire and been totally destroyed. Obviously, much of the material that goes into a metal vessel (timber, fabric, insulation, furniture etc.) will burn. The argument can also be made that, because of the chafe and grounding potential, electrical short circuits, and fires, are more likely to occur on metal vessels.

Because of the risk of chafe and short circuits, additional caution must be used when installing wiring on metal vessels.
When compared to open mold, non-dust-free FRP shops, metal boat building yards are comparatively clean. When I place my black tool bags on the floor of a metal boat shop, they usually come up clean. The same cannot be said of most FRP yards I visit; dust is ubiquitous. On the other side of this equation, welding flash (the bright, and potentially dangerous, light created by electric arc welding), sharp structures and splinters are hazards that are peculiar to metal boat building.
Steel and aluminum are versatile materials that lend themselves to custom designs. In most cases metal is automatically pre-cut using digital design software.
I contend that most metal vessels are built in metal for just a couple of reasons. One, the ability to economically build a custom design, and make modifications to the design and the product under construction, and two, a yard’s familiarity with the material. Like all rules, there are exceptions, and some vessels, those venturing into ice for instance, or those that are designed to be beached, also benefit from metal construction.
Buying and Selling Metal
Broadly speaking, and to be clear I’m generalizing, and this is somewhat influenced by geography, more on that in a moment, metal vessels tend stay on the market longer than their production FRP brethren; they take longer to sell and often sell for less than a similarly sized and equipped FRP vessel. This is, however, not because metal vessels are inherently inferior. While this is purely anecdotal, I believe this is true because metal vessels tend to be custom designs. While there are production recreational metal boat builders, there aren’t many, and they typically haven’t built hundreds of vessels like their FRP peers. Thus, much like fully custom or very low production FRP or timber vessels, many metal vessels, and their builders, are not widely known, which means they represent somewhat of an unknown to buyers, which often equates to longer sale times, and lower sale prices, with a greater initial loss of value, again when compared to equivalent, production FRP vessels (in regions where metal vessels are more common, Northern Europe, or the Pacific Northwest for instance, the ‘unknown’ factor is less significant). However, because there was no mold/tooling investment, the original build cost/purchase price should be similarly lower when compared to an equivalent FRP vessel. There are, of course, many variables that can upset that calculation, however, this is the general lay of land for metal vessel value and sale prices.






Click on the gallery images for a larger view.
Ownership
When I do get the “I found this (metal) boat” call, I usually respond with this monologue.
“I won’t try to talk you out of buying a metal boat; however, I’ll give you a few minutes of free advice. If you decide to become a metal boat owner, you also need to commit to learning about common causes of, and prevention for, corrosion for the metal from which your dream boat is made. You essentially need to become your own corrosion expert, because much of what you read on the internet, or hear from dockside sages, or even from industry professionals, will be incorrect. Ideally, this means you sign up for formal training, like the ABYC Corrosion Technician Certification review course and exam. With that knowledge you will be able to diagnose or prevent most corrosion scenarios, and you won’t be at the mercy of others. If you must rely on others for corrosion guidance, this should, with rare exceptions, only come from verified ABYC Certified Corrosion Technicians. By the way, if someone offers a theory as to why corrosion is occurring, ask for an explanation, including drawing a diagram depicting the movement of electrons (which flow only through metal) and ions (which flow only through liquid). If he or she is unable to do this, you should be skeptical of the guidance.”
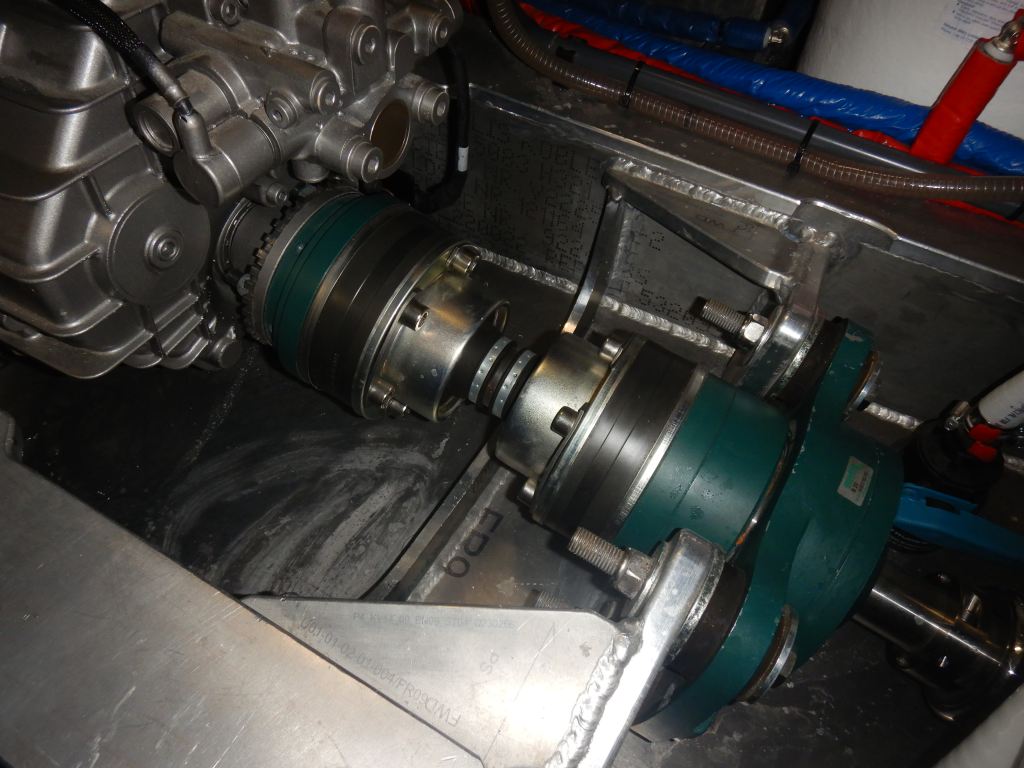
A thrust bearing system installed on an aluminum vessel; this transmits all propeller thrust to the hull, rather than through the engine’s mounts. Heavily loaded installations of this are relatively easy to install on metal vessels.
Steel; this is where ownership experience becomes more specialized. High strength, ductile, mild steel has been used for boat and ship building for 150 years, it is a well-understood metal with virtually no hidden flaws or secrets, its strengths and weaknesses are well-understood. Where the former is concerned, these include high tensile and yield strength for a comparatively low cost. As far as weaknesses, the most obvious one is its propensity to rust if not coated. However, that rust typically progresses at a relatively stately pace, which means unless grossly neglected, or hidden, it is relatively easy to arrest before it becomes critical. Thanks to research caried out by the automotive industry, rust prevention coatings suitable for steel have come a long way, many are durable and long-lasting. Because steel is relatively inexpensive, sacrificial thickness can be added (with a consequent increase in weight) to enhance longevity, giving owners a time buffer to deal with rust issues. One caveat where rust is concerned, it occurs equally in both accessible and inaccessible locations. Rust on the outside of the hull or deck is often difficult to miss, while rust in bilges, under or behind equipment, inside shaft logs, or worse still between ballast like concrete and a hull, can be very easy to overlook, and it can have serious and costly consequences.

In contrast to aluminum, steel requires thorough preparation, priming and coating, on a regular basis, in order to remain rust-free.
As an aside, concrete ballast in steel (or aluminum) vessels is problematic at best, unless it is fully encapsulated, a state that is not easily achieved. If, or when, water migrates between the ballast and the steel plate, it’s only a matter of time before rust creates a breach to the sea. For the most part, concrete ballast is best avoided.
With some exceptions, tankage on most steel and aluminum vessels is made from the same material as the hull. This is universally true of fuel tanks, and they are typically integral with the hull; which effectively provides a double bottom; which is an advantage. Generally, this doesn’t present an issue, unless the tank accumulates water, in which case it can corrode from the inside. For water and waste tanks it’s of greater concern.

Steel water and waste tanks’ interiors are typically epoxy coated, which in theory should prevent corrosion, however, because the shapes are complex and sharp, with stiffeners, frames and gussets, it is very difficult to prep and reliably coat the inside of a metal tank, and this is especially true of aluminum. Aluminum is particularly susceptible to corrosion that thrives between coatings and the metals surface. Known as poultice corrosion, mentioned elsewhere in this article, it is very much at home in this environment.

Inspecting the inside of integral tanks on metal vessels is a prerequisite for purchase, for both new and brokerage vessels. In the case of a new vessel, steel water and waste tanks should be inspected to confirm coatings are present and properly applied. For aluminum vessels, it’s possible that potable water tanks are not coated. This still presents a corrosion risk, especially if reverse osmosis water enters these tanks, as it is slightly acidic. In one case a few years ago, an aluminum vessel’s hull was breached, from the inside of a potable water tank, because of a water purification system that injected silver ions into the tank, creating a galvanic corrosion issue. Steel and aluminum waste tanks must be internally coated. Ideally, and because effluent is so corrosive, aluminum vessels should utilize stand-alone non-metallic (fiberglass or plastic), rather than integral, black water tanks.

Most steel vessels utilize this alloy for integral tanks. For fuel, no treatment or coating is necessary, however, for potable water and waste, tank interiors must be thoroughly coated to prevent rusting. Additionally, while the inside of most steel fuel tanks are not coated, every effort must be made to prevent the accumulation of water, as it can lead to rusting. Of course, this is also true for aluminum integral tanks, where stagnant water can lead to poultice corrosion.
Another area of concern is the inside of propeller and rudder shaft logs on steel vessels. This area is typically thoroughly prepared, primed and painted when a vessel is new. However, once the vessel enters service, the area is rarely inspected or maintained, which in turn leads to rust and eventually a possible breach and leaks. Ideally, on an older (i.e. more than 10 years old) steel vessel, shafts and rudders should be removed, and these areas inspected.

 The inside of propeller and rudder shaft logs, are areas on steel vessels that often receive inadequate attention, once a vessel enters service. Rust in this location is virtually impossible to detect without shaft removal.
The inside of propeller and rudder shaft logs, are areas on steel vessels that often receive inadequate attention, once a vessel enters service. Rust in this location is virtually impossible to detect without shaft removal. Proper maintenance of coatings is a critical, and ongoing aspect of steel vessel ownership.
Proper maintenance of coatings is a critical, and ongoing aspect of steel vessel ownership.
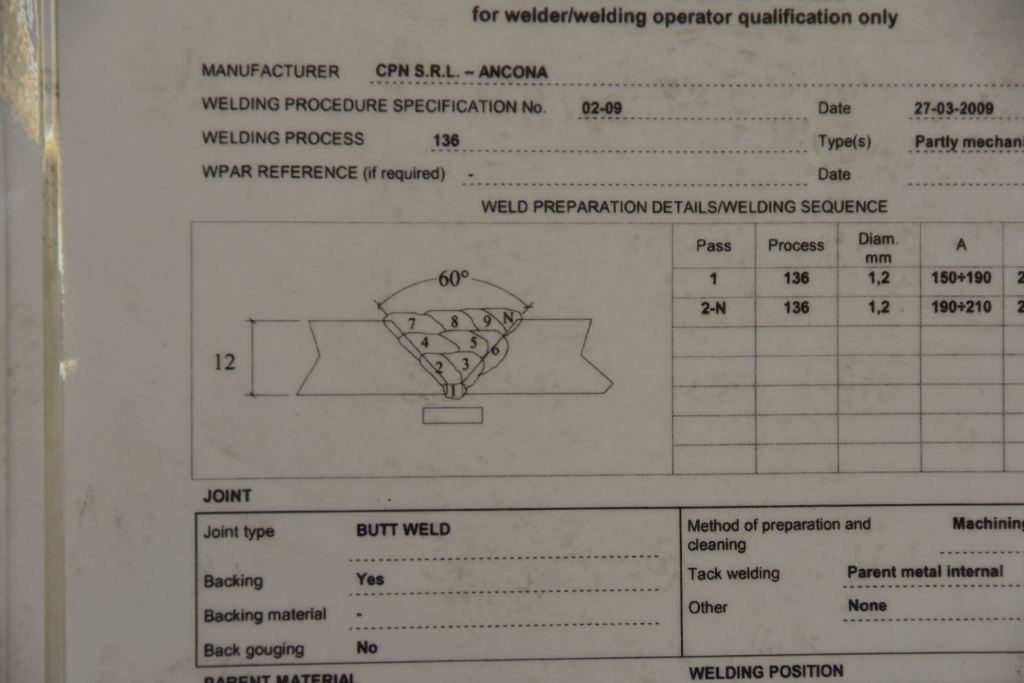
Repairing and modifying steel is relatively easy for professional welders; these can be found in virtually every port. However, extreme caution must be taken when doing “hot work”, as the heat generated by welding can cause nearby flammable materials, especially sprayed foam insulation, and timber joinerwork, to catch fire. Metal vessels have caught fire in boat yards, both while under construction, as well as when undergoing repairs. Metal vessels that use batting, often a mineral-based product, which is fire resistant, are more easily prepared for welding work.


Different types of insulation are used on metal vessels. The batting style shown here can be relatively easily removed if welding becomes necessary.
Aluminum; Unlike steel, there’s a lot to like about unpainted aluminum. Come in for a hard landing against a dock or piling? No problem, scratches can be easily sanded away.


One of aluminum’s attributes is its natural resistance to simple corrosion; and as a result it does not require coating. In fact, coatings, when breached, trap water, which in turn fosters the formation of poultice corrosion. Therefore, where possible, and aesthetics aside, aluminum is best left in its natural state.
Again, repairs and modifications are relatively easy for skilled welders, however, caution must be exercised, once again, when welding where foam insulation is present. Also, the number of holes in the weather decks can be minimized, as more hardware can be welded rather than bolted in place, making for better watertight integrity (true of steel as well).

Sprayed polyurethane foam offers good insulating properties, and avoids water entrapment, however, it is more difficult to remove if welding becomes necessary.
Aluminum isn’t subject to rust; however, it is susceptible to its own peculiar type of decay called poultice corrosion, which occurs when it is exposed to stagnant, oxygen depleted water. This can occur if wet fabric, insulation, bilge debris, or wood, or simply bilge water, remains in contact with aluminum, more on that subject here. It can, and often does, occur when aluminum is painted. If the paint is breached, even minutely, water can migrate through the void, giving poultice corrosion a toe hold, more on that subject here. While perhaps not as aesthetically attractive, this is why unpainted aluminum is far more desirable, maintenance is far lower and poultice corrosion is all but eliminated, at least on weather decks and hulls.

Aluminum is susceptible to poultice corrosion, which occurs when water is trapped, and becomes oxygen depleted. Without design and manufacturing care, there can be many areas on aluminum vessels where this may occur insidiously. Aluminum is susceptible to poultice corrosion, which occurs when water is trapped, and becomes oxygen depleted. Without design and manufacturing care, there can be many areas on aluminum vessels where this may occur insidiously.

Like all metals, aluminum is subject to stray current corrosion, which often occurs rapidly and can cause severe damage, however, in the case of aluminum, it may be your hull rather than just your shaft, prop and through hulls that are corroding.
Aluminum is subject to deposit corrosion. This can occur when water, fresh or salt, even condensation, drips from a copper alloy (copper, brass or bronze) pipe onto an aluminum surface. The water carries with it salts of copper, which over time will cause the aluminum to corrode.



Where aluminum vessels are concerned, in order to avoid galvanic and deposit corrosion, care must be taken to avoid the use of copper and copper alloy plumbing. Where it must be used, it should be encapsulated.
Aluminum is amphoteric, which means it will corrode in the presence of an acid or a base. It is possible to cathodically over-protect, and thereby damage aluminum, in fresh water, in that case an alkaline solution, a base, is produced at exposed but protected surfaces.
Steel and Aluminum
Aluminum and steel are both subject to galvanic or dissimilar metal corrosion. Every metal, save two (magnesium and zinc), when placed in contact with aluminum, and in the presence of water or even atmospheric moisture, will cause aluminum to corrode, sometimes slowly, other times rapidly (steel is not quite as susceptible as aluminum to dissimilar metal corrosion; however, it too is at risk).

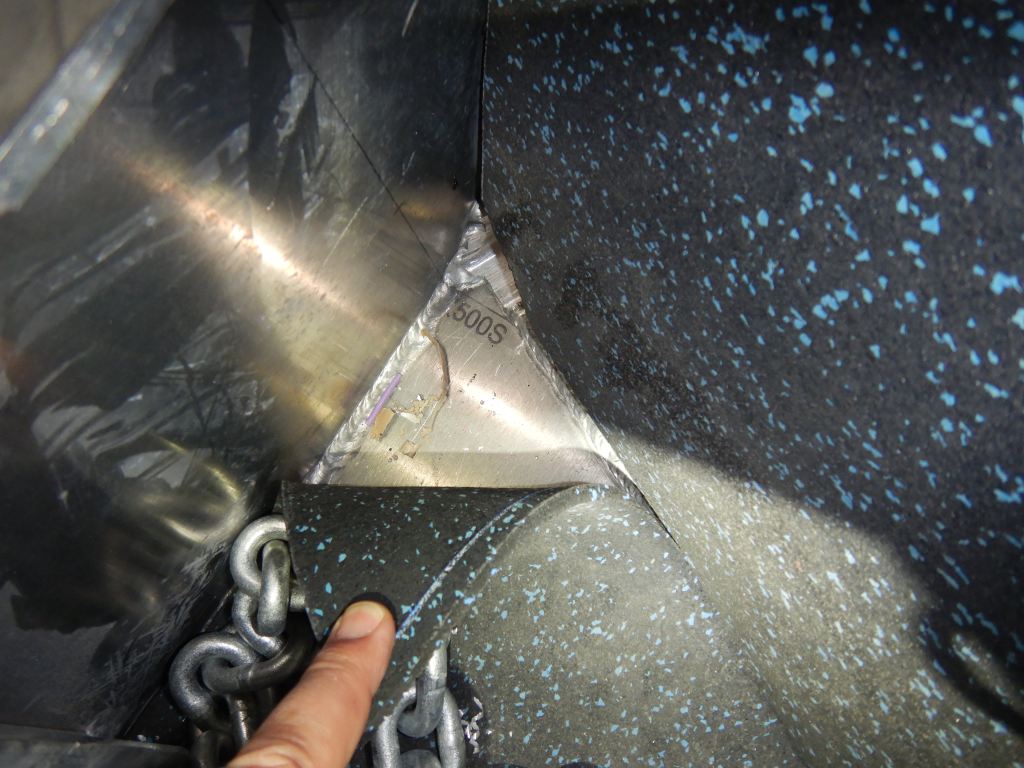
An insulating bushing is used between this stainless stanchion and its aluminum deck fitting. While this will prevent galvanic corrosion at this interface, if water becomes entrapped between the bushing and aluminum, it can lead to poultice corrosion.
A few errant strands of copper wire, a ring terminal, or even coins, in the bilge of an aluminum vessel can wreak havoc, which means owners and those working on aluminum vessels must be fastidious about cleanliness. Mercury is a “dissimilar metal”, it is to aluminum what kryptonite is to Superman. Therefore, float switches and mercury-bearing thermometers should never be used aboard an aluminum vessel. Some aluminum military vessels I’ve been aboard have placards prohibiting any gear that has mercury from being brought aboard.

Because much if not all of the deck components (or brackets to which components can be bolted), can be welded directly to the deck, rather than through bolted, deck leaks are generally very rare on metal vessels.
Most “steel” yachts utilize aluminum superstructures (the two are usually welded together using product known as “Detacouple”, which joins both of these metals using explosive force), which means details for both of these metals are relevant in in the case of steel hulled vessels.
With some exceptions, the anti-fouling paint used on aluminum and steel hulls generally must exclude copper. Likewise, seacocks, through hulls and internal plumbing of all types must exclude copper-based alloys, or it must be fully isolated/encapsulated (through hulls and seacocks must not utilize copper alloys at all, no amount of isolation, again in my opinion, is sufficient). Non-metallic through hulls and seacocks are preferred on both steel and aluminum vessels, although stainless steel components can be used if metal is required.

Non-metallic seacocks are frequently used on aluminum and steel vessels, as they avoid galvanic corrosion issues.
As noted earlier, because aluminum and steel vessels’ hulls and cabins must be grounded, the risk of wire chafe, a short circuit, fire and stray current corrosion, is high. Therefore, extreme attention to detail must be exercised in wire routing, all possibility of chafe/abrasion must be eliminated.
There are tens of thousands of steel, and aluminum recreational, commercial and military vessels plying the world’s oceans; all of the above-mentioned issues can be dealt with, provided operators are knowledgeable about their vessels’ various alloy-specific weaknesses.



These vessels have been cruising for decades; when properly maintained, steel can be long-lasting and durable. Castor, built in 1950; Elbe, built in 1959; Nordstjernen, built in 1956.
Finally, shore power isolation transformers are, in my opinion, mandatory for aluminum and steel vessels. More on isolation transformers here and here.

Isolation transformers are a veritable prerequisite for any metal vessel that is equipped with shore power.
More on corrosion here:
- Aluminum corrosion: https://stevedmarineconsulting.com/understanding-and-preventing-aluminum-corrosion/
- Galvanic and stray current corrosion: https://stevedmarineconsulting.com/unraveling-the-corrosion-mystery/
- Painting aluminum: https://stevedmarineconsulting.com/paint-and-aluminum-how-to-ensure-a-good-mix-2/

